Cắt khắc Laser
Máy khắc laser kim loại có gì khác biệt ?
♦ Lưu ý: Bài viết này chỉ đề cập đến những khác biệt, phân tích ưu điểm – nhược điểm, khả năng ứng dụng của máy khắc laser fiber (khắc trên vật liệu kim loại). Cần tham khảo bài viết giới thiệu về máy khắc laser fiber trước nếu chưa biết gì về loại máy này: Giới thiệu chi tiết về máy khắc laser fiber
1/ Những ưu điểm quan trọng của máy khắc laser kim loại
Máy khắc laser kim loại là sản phẩm kỹ thuật dễ sử dụng nhất hiện nay và đó cũng là lý do mà nhiều người quan tâm và có thể sử dụng máy khắc laser phục vụ các công việc nội bộ hoặc khai thác sử dụng dịch vụ khắc cho các cá nhân, công ty bên ngoài. Dù lý do là gì thì việc lựa chọn máy khắc fiber sẽ không làm bạn thất vọng, bởi với cực kỳ nhiều ưu điểm mà không có máy khắc nào có thể cạnh tranh lại. Là phần mềm khắc laser thông dụng được sử dụng trong hầu hết các loại máy khắc laser. Và phần mềm cũng được nâng cấp thường xuyên phục vụ các thay đổi công nghệ giúp người sử dụng khai thác hết tiềm năng của máy. Cùng điểm sơ qua các ứng dụng của phần mềm khắc fiber thông dụng đó là Ezcad
- Hỗ trợ laser CO2, YAG, IPG_YLP, SPI G3, điều chỉnh dòng điện, tần số, tỷ lệ nhiệm vụ trong phần mềm
- Kiểm soát mật khẩu ngăn chặn các tham số bị thay đổi trái phép
- Hai cách để hiệu chỉnh laser: hiệu chuẩn hình thang tích hợp, hiệu chuẩn hình bình hành và hiệu chuẩn hình thùng và phần mềm hiệu chuẩn độc quyền có thể cung cấp kết quả chính xác
- Hỗ trợ hai trục mở rộng: hỗ trợ đánh dấu quay và đánh dấu khảm trục kép
- Mark-On-Fly [Tùy chọn]
- Hỗ trợ chỉ dẫn đèn đỏ riêng biệt
- Chức năng điều khiển IO mạnh mẽ
- 256 lớp đánh dấu paremeter
- Hỗ trợ đa ngôn ngữ, bản địa hóa một cách dễ dàng.
- Cung cấp SDK để tùy chỉnh phần mềm đặc biệt
- Các chức năng nở hoàn chỉnh: nở giống như vòng, nở góc tự do, nở thú vị với lề có thể điều chỉnh, Hỗ trợ nở 3 cấp và Mỗi cấp có thể được đặt tham số tách
- Các chức năng biến văn bản mạnh mẽ, văn bản cố định, ngày, giờ, số sê-ri, bàn phím, danh sách tệp, COM và giao tiếp mạng, Tệp động, tệp EXCEL và tệp txt và bất kỳ dấu hiệu tệp cơ sở dữ liệu tùy chỉnh nào, hiệu ứng hoàn hảo gần với máy ảnh kỹ thuật số
- Tài liệu hỗ trợ ở các định dạng PLT, DXF, AI, DST, BMP, JPG, GIF, TGA, PNG, TIF, TIFF, v.v.
- Hỗ trợ mã vạch phổ biến như Code39, EAN, PDF417, DATAMATRIX, v.v.
- Chức năng nhập văn bản mạnh mẽ, Hỗ trợ TruType, JSF (Phông chữ đơn JCZ), DMF (Phông chữ ma trận) và các loại phông chữ do người dùng xác định
- Hỗ trợ tệp biến trong khi đánh dấu văn bản và hình ảnh (Tên tệp không thay đổi nhưng các đối tượng sẽ được thay đổi trong đánh dấu)
Các chức năng chỉnh sửa mạnh mẽ: văn bản đường cong miễn phí, vẽ / chỉnh sửa biểu đồ miễn phí, Kết hợp / Không tổ chức, nhóm / Ungroup, - Hoàn tác / Làm lại, hàn, giao nhau, khớp, v.v.
- Hướng dẫn chi tiết, sách giáo khoa đào tạo sinh động, hỗ trợ kỹ thuật mạnh mẽ
- Hỗ trợ 2 bảng được điều khiển bởi một PC
1.1/ Kết cấu máy cứng cáp, hoạt động ổn định
Toàn bộ máy khắc laser kim loại là khung kim loại cứng vững cao, một số máy sử dụng nhôm đúc, một số máy sử dụng thép tấm dày và cũng được thiết kế dễ tháo lắp, thuận tiện khi di chuyển mà không gây ra các sai lệch
Do đặc thù của laser fiber là sử dụng công nghệ gương Galvo nên không cần các hệ thống truyền động phức tạp, không gây rung động, hạn chế sai lệch và các yếu tố hao mòn do phần truyền động gây ra
1.2/ Tuổi thọ đầu laser rất cao, cao nhất so với các loại đầu laser khác
Theo thông số của nhà sản xuất thì tuổi thọ của dầu laser này lên tới 100.000 giờ hoạt động. Và tuổi thọ này cao hơn 100 lần so với diode và hơn 30 lần so với laser Co2, một số nhà sản xuất bảo hành riêng đầu laser này lên tới 3 năm, và tuổi thọ dự kiến trong điều kiện sử dụng vừa phải là 25 năm.
1.3/ Dễ dàng tùy chỉnh thông số khắc
Chỉ với một chiếc máy khắc laser kim loại, bạn có thể tạo ra nhiều hiệu ứng khắc khác nhau trên cùng một mẫu khắc đơn giản chỉ bằng cách điều chỉnh tốc độ, tần số và tiêu cự khắc trong quá trình cài đặt. Ví dụ, nhìn vào hình bên cạnh, bạn có thể thấy nhiều trạng thái màu sắc khác nhau như khắc nét sâu (màu đen đậm), khắc bóng (màu trắng) và khắc annealing (màu đen mờ),… trên cùng một tấm kim loại. Do đó, người dùng có thể lợi dụng đặc điểm này của máy để đa dạng hóa và đáp ứng nhiều nhu cầu sử dụng khác nhau.

1.4/ Tốc độ khắc đáng kinh ngạc
Quá trình khắc laser kim loại diễn ra cực kỳ nhanh, chỉ vài giây cho sản phẩm. Và để đạt được tốc độ này thì phần điều khiển và hệ gương đi kèm rất quan trọng. Với khả năng khắc gấp vài chục lần so với cách sử dụng hệ thống chuyển động thông dụng, giúp máy có thể dễ dàng ứng dụng vào trong công nghiệp với công suất khăc sản phẩm cao. Tốc độ ở đây lên tới 7000mm/s ( laser co2 chỉ 200-600mm/s)
1.5/ Quy trinh khắc không tiếp xúc, không cần sử dụng công cụ hỗ trợ
Một trong những ưu điểm nổi bật nhất của máy khắc Fiber chính là khả năng khắc không tiếp xúc, nói chính xác hơn máy không cần bất kỳ dụng cụ hỗ trợ khắc nào khác để tiếp xúc với và khắc lên vật liệu.
1.6/ Lợi ích đem lại từ quy trình khắc không tiếp xúc của laser
Không cần trang bị các dụng cụ khắc đắc tiền như mũi khắc dễ bị mòn đầu và cần phải thay thế thường xuyên. Là giải pháp thân thiện với môi trường bởi phương pháp khắc này không sử dụng mực in hoặc axit để khắc trên vật liệu (1 trong những chất có nguy cơ gây hại cao cho môi trường)
1.7. Độ chính xác cao
Do phần cơ khí của máy khắc laser fiber không yêu cầu phức tạp nên độ chính xác của máy cũng cao hơn các dòng máy khác, dư sức thỏa mãn các yêu cầu khắc trong công nghiệp, và dĩ nhiên là cả trong sản xuất thông thường. Với độ chính xác cao sẽ giúp khả năng khắc liên tục bài bản hơn, và sử dụng trong các sản phẩm cơ khí chính xác như vạch chia độ, vạch thước, đánh dấu, hạn chế độ nhòe, sai nét khi khắc chữ nhỏ

1.8/ Nét khắc nhỏ, khắc được tới 0.01mm
Với tia nhỏ, độ hội tụ tốt, máy có thể khắc được chiều rộng nét chỉ 0.01mm, dễ dàng khắc thông tin chi tiết lên các sản phẩm nhỏ, hoặc khắc chuyên dụng cho các sản phẩm siêu nhỏ mà những dòng máy khác không làm được ( nút áo, tròng kính, nhẫn, barcode, mã vạch,..)
1.9/ Có thể khắc đa dạng vật liệu, đặc biệt là kim loại
Với khả năng hội tụ năng lượng tốt nên chỉ có fiber mới có thể khắc lên vật liệu kim loại. Sử dụng khắc các sản phẩm như chi tiết máy, vỏ sản phẩm nhôm, các vật liệu kim loại khác như vàng, đồng, thép, inox, nhôm, bạc

1.10/ Ứng dụng cực kỳ phong phú, sử dụng cả trong dân dụng và công nghiệp
Khả năng khắc tốc độ cao nên được ứng dụng khá nhiều trong công nghiệp, có thể khắc thủ công với các loại đồ gá chuyên dụng, hoặc khắc tự động với những hệ thống tích hợp. Dùng khắc ngày sản xuất và hạn sử dụng, ghi thông tin lên sản phẩm, khắc mã số, mã vạch. Nét khắc có tuổi thọ rất cao vào chịu được các mội trường khắc nhiệt: ẩm ướt, nóng,…. Hơn nữa, nhìn sản phẩm chuyên nghiệp hơn rất nhiều..
1.11/ Không cần vệ sinh và bảo trì thường xuyên
- Máy có thể hoạt động 24/24 giờ liên tục mà không cần gián đoạn, giúp tăng năng suất và hạn chế sai sót trong quá trình gia công, sản xuất.
- Phần cơ khí đơn giản nên không yêu cầu công tác bảo trì, bảo dưỡng, giúp tiết kiệm chi phí và yên tâm sản xuất
- Ngoài ra hiện nay còn có dòng laser fiber khắc màu, công nghệ MOPA

♦ Mở rộng: Khắc axit laser sử dụng một hóa chất thêm vào để phản ứng với bề mặt kim loại khi được đốt nóng bằng laser. Những hóa chất này thường được bán dưới dạng phun sương. Phương pháp này làm thay đổi nhiệt và thành phần hóa học trên bề mặt vật liệu, làm thay đổi màu sắc của nó. Khắc axit thường liên quan đến loại bỏ hóa học của kim loại, nhưng nếu thêm cường độ tia laser vào một quá trình có thể gây ra biến chứng. Có hai cách để kim loại có thể được khắc, độ sâu khắc axit thường không quá 0,02 mm.
Để khắc được trên vật liệu kim loại: Thép, Inox, Đồng, Nhôm, Bạc, Vàng, Titan,… . Có rất nhiều loại máy khắc laser có thể làm được việc này: Laser CO2, Laser Fiber, Laser UV, Laser MOPA, thậm chí là Laser Diode (Các loại Laser Diode DIY không ứng dụng được trong sản xuất – gia công số lượng lớn nên sẽ không đề cập trong bài viết này). Thông qua việc so sánh giữa các loại máy này, người đọc sẽ hiểu phân biệt được các loại máy và công nghệ sử dụng trên từng loại máy
2/ So sánh máy khắc laser CO2 và laser Fiber
Những ưu điểm chính của việc cắt kim loại tấm phẳng bằng công nghệ Laser sợi có nguồn gốc từ cấu hình thiết kế trạng thái rắn nguyên khối, không cần bảo trì và cung cấp chi phí vận hành thấp hơn so với laser CO2 tương đương.. Đặc tính chùm tia laser sợi cũng cung cấp tốc độ cắt nhanh hơn nhiều so với laser CO2
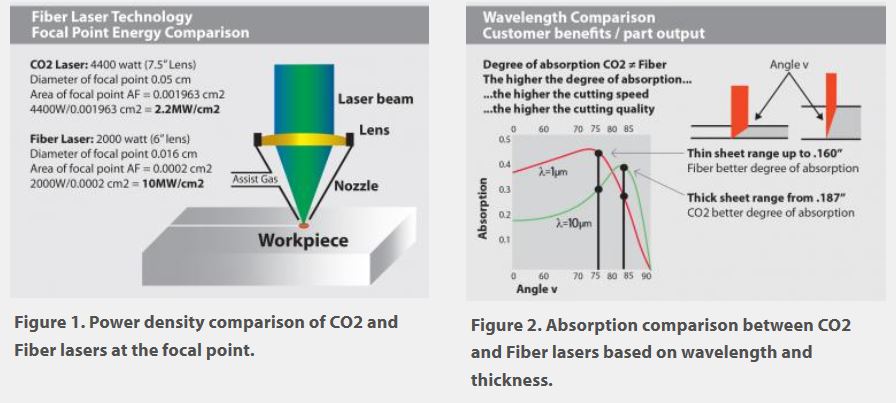
Chùm tia hội tụ của laser Fiber 2kW thậm chí cho thấy mật độ năng lượng lớn hơn gấp 5 lần tại tiêu điểm khi so sánh với laser CO2 4kW. Nó cũng sở hữu một đặc tính hấp thụ lớn hơn 2,5 lần do bước sóng ngắn hơn của laser Fiber. (xem Hình 1 và Hình 2). Độ hấp thụ cao hơn của bước sóng Sợi và mật độ năng lượng cao hơn được tạo ra bởi chùm tia hội tụ kết hợp để đạt được tốc độ cắt tăng gấp năm lần trong các vật liệu dày dưới 1/4 inch.
Các hệ thống cắt laser sợi quang chắc chắn có thể cắt dày tới một inch với công suất laser sợi quang cao hơn và thậm chí cắt nhanh hơn khi sử dụng nitơ làm khí hỗ trợ, nhưng điểm ngọt ngào của Hồi trong đó lợi ích đáng kể nhất được nhận ra là ở 5/16 inch và trong phạm vi cho thép khi so sánh với các hệ thống CO2. Chắc chắn, nếu bạn đang gia công vật liệu không gỉ, nhôm, đồng thau hoặc đồng, công nghệ Laser sợi là nhanh nhất và kinh tế nhất bất kể độ dày.
Lợi ích về tốc độ là sâu sắc nhất khi nitơ được sử dụng làm khí hỗ trợ vì vật liệu nóng chảy bị nitơ thải ra khỏi kerf bởi nitơ cũng nhanh như khi nó tan chảy. Mật độ năng lượng của chùm tia laser càng cao, vật liệu được đưa đến trạng thái nóng chảy càng nhanh, tốc độ nạp liệu càng nhanh.
Sử dụng hiệu quả các lợi ích tốc độ từ laser fiber công suất cao cần có kế hoạch và quản lý cẩn thận tất cả các quy trình. Với năng lượng lớn hơn ba đến bốn lần và chi phí vận hành bằng một nửa laser CO2, lợi nhuận tài chính có thể thay đổi một cách thấy rõ. Kết quả là chi phí cho mỗi chi tiết được gia công sẽ thấp hơn, tỷ suất lợi nhuận tiềm năng cao hơn và thời gian đầu tư ngắn hơn. Đừng quên lợi ích tăng thêm của công suất máy khi bạn xử lý khối lượng chi tiết bình thường nhanh hơn nhiều, tạo cơ hội đảm nhận công việc bổ sung để tăng thêm doanh thu và lợi nhuận bán hàng của bạn.
Laser fiber có thể khắc đồng, đồng thau và nhôm tốt hơn và an toàn hơn nhiều so với CO2 vì chùm tia này dễ hấp thụ hơn và không bị phản xạ. Chi phí vận hành laser sợi quang thường chỉ bằng một nửa so với hệ thống CO2 có thể cung cấp do mức tiêu thụ điện thấp hơn và hiệu suất điện cao của laser Fiber.
Có nhiều khía cạnh trong việc vận hành máy cắt laser CO2 không tồn tại khi vận hành máy cắt laser Fiber:
- Một máy khắc laser Fiber công suất cao có khả năng cắt nhanh hơn tới 5 lần so với khắc laser CO2 thông thường và sử dụng một nửa chi phí vận hành.
- Máy cắt laser sợi quang không cần bất kỳ thời gian khởi động nào – thường là khoảng 10 phút mỗi lần khởi động cho laser CO2.
- Máy cắt laser Fiber không có bảo trì đường truyền tia như làm sạch gương hoặc ống kính, kiểm tra ống thổi và sắp xếp chùm tia. Điều này có thể tiêu tốn thêm 4 hoặc 5 giờ mỗi tuần cho laser CO2.
- Laser fiber có đường truyền chùm sợi quang hoàn toàn kín cả ở nguồn điện và tại sợi phân phối đến đầu cắt. Chùm tia này không bị nhiễu tia đường dẫn như trường hợp của laser CO2.
- Đường dẫn chùm sợi quang duy trì định tâm chùm tia nhất quán.
- Do tính toàn vẹn của chùm sợi vẫn ổn định theo từng ngày, do đó, các tham số cắt cũng vậy, đòi hỏi phải điều chỉnh ít hơn nhiều so với laser CO2
- Năng suất cao hơn và công suất máy lớn hơn! Với máy cắt laser Fiber có khả năng cắt nhanh hơn năm lần, tạo ra nhiều hơn ba đến bốn lần cho mỗi đơn vị thời gian và kết hợp với chi phí vận hành ít hơn 50% so với laser CO2, điều này thể hiện cơ hội lớn dựa trên việc tạo ra công suất máy nhiều hơn .
3/ Khác nhau giữa máy khắc laser UV và laser fiber?
Hai máy này đều có thể khắc rất nhiều loại vật liệu kim loại và phi kim,..Nhưng cần phân biệt sự khác nhau giữa chúng để hiểu tại sao giá khác nhau. Nội dung dưới đây sẽ giúp bạn hiểu rõ ứng dụng chính của từng loại máy.
3.1/ Cấu tạo của 2 loại máy
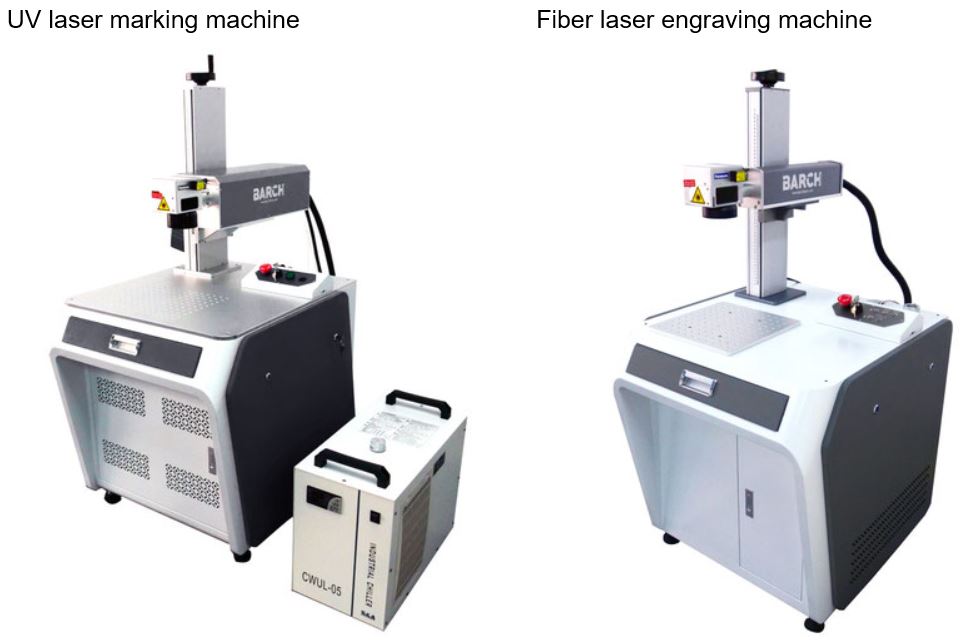
Kết cấu của hai máy nhìn giống nhau về hình thức, nhưng công nghệ bên trong mới là sự khác biệt. Laser fiber sử dụng nguồn cấp khác với UV Laser, và khác nhau nữa là laser UV cần bộ giải nhiệt chiller, trong khi Fiber laser thì chỉ giải nhiệt bằng khí.
Máy laser fiber được ưu tiên sử dụng trong việc khắc vật liệu kim loại, và trong công nghiệp để ghi nhãn mác, date cho các sản phẩm và có thể khắc hầu như trên mọi vật liệu. Còn với laser UV được thiết kế để khắc vật liệu nhựa và kính, laser UV vẫn có thể khắc hầu hết các vật liệu từ kim loại tới giấy.
3.2/ Ứng dụng của 2 loại máy này
Máy laser fiber được ưu tiên sử dụng trong việc khắc vật liệu kim loại, và trong công nghiệp để ghi nhãn mác, date cho các sản phẩm và có thể khắc hầu như trên mọi vật liệu. Còn với laser UV được thiết kế để khắc vật liệu nhựa và kính, laser UV vẫn có thể khắc hầu hết các vật liệu từ kim loại tới giấy. Danh sách bên dưới sẽ cho bạn biết khả năng khắc của 2 loại máy
Ứng dụng phổ biến của máy khắc laser UV
- Một số kim loại
- Tất cả các loại nhựa
- Tất cả kính
- một số đá
- Giấy
- Da
- Trái cây
- Gỗ
- Gốm
- Hàng may mặt
Ứng dụng phổ biến của laser Fiber
- Kim loại
- Một số loại nhựa
- Một số loại đá
- Một số loại da
- Một số loại giấy
- Một số loại vải
Như bạn có thể thấy là Laser UV có thể khắc nhiều vật liệu hơn laser fiber. Khắc được trên nhiều vật liệu phi kim, nhưng khá ít trên vật liệu kim loại. Đó là lý do fiber được sử dụng nhiều trên vật liệu kim loại
3.3/ So sánh ưu và nược điểm
Những ưu điểm của laser UV: Khả năng của laser UV là tính đa năng của nó, khắc trên nhiều vật liệu phi kim, và dễ dàng tích hợp thêm các hệ thống tự động như khắc liên tục theo chiều dài, khắc trên trục xoay, hệ thống băng tải và nhận diện hình ảnh
Nhược điểm của laser UV: Nhược điểm chủ yếu của laser UV là khả năng khắc trên kim loại còn yếu, nếu bạn quan tâm tới máy khắc chủ yếu trên vật liệu kim loại thì laser fiber là lựa chọn đúng
Ưu điểm và nhược điểm của máy khắc Fiber laser
- Như đã nói ở trên thì fiber khắc tốt cho các vật liệu kim loại và tốc độ khắc cũng cao hơn. Nhưng nhược điểm của nó là khó khắc đẹp trên những vật liệu phi kim, những vật liệu trong suốt.
- Khác nhau là về tính thẩm mỹ khi khắc, còn khả năng khắc thì fiber khắc tốt, có thể đốt chảy vật liệu. Và fiber khắc sinh mùi, sinh nhiệt khá ảnh hưởng tới môi trường làm việc, một số trường hợp có thể gây bỏng da cho người vận hành máy
4/ Khác nhau giữa công nghệ laser fiber và laser MOPA
Nhìn bên ngoài không thể phân biệt được vì hình dạng của máy hầu như là như nhau, nhưng có những công nghệ bên trong tạo nên sự khác biệt.
Khác biệt về tần số tạo nên tia laser. Với công nghệ laser thông thường, nguồn sẽ tạo xung để kích sóng từ 1-500Khz với công nghệ Q-switch. Còn Mopa sử dụng công nghệ như theo tên viết tắt của nó là Master Oscillator Power Amplifier nhằm tạo nguồn laser với phương pháp khác biệt giúp tạo nên cường độ cao hơn so với laser fiber thông thường từ 1 đến 2700Khz, dĩ nhiên với tần số cao hơn thì chất lượng và khả năng khắc của công nghệ MOPA sẽ khác so với công nghệ fiber thông thường ( Q-switch)
Máy khắc laser màu MOPA có thể khắc trên
- Vàng
- Nhôm (cũng có hiệu ứng màu tối)
- Thép không gỉ (có nhiều màu)
- Bạch kim
- Bạc
- Titan
- Thau
- Vonfram
- Cacbua
- Niken
- Thép carbon
- Crome
- Đồng
- Sắt và các kim loại khác
- Nhựa ABS (tỷ lệ cháy nóng chảy thấp)
- Nhựa PC (tốc độ cháy thấp)
- Nhựa PLA
- Nhựa silicon
- Nhựa PBT và các loại khác

Máy khắc laser fiber này có thể khắc trên
- Vàng
- Nhôm
- Thép không gỉ (Chỉ có màu trắng và tối)
- Bạch kim
- Bạc
- Titan
- Thau
- Vonfram
- Cacbua
- Niken
- Thép carbon
- Crome
- Đồng
- Sắt và các kim loại khác
- Nhựa ABS (tốc độ nóng chảy cao)
- Nhựa PC (tốc độ cháy cao)
- Nhựa PLA
- Nhựa silicon
- Nhựa PBT và các loại khác

Công nghệ laser MOPA vẫn đang được hoàn thiện, mặc dù công nghệ này không còn mới nhưng nó vẫn cần phải cải tiến nhất là tốc độ khắc, không nhanh được như laser fiber. Tốc độ khắc không nhanh như kỳ vọng nếu bạn cần khắc cả ngàn logo màu. Thời gian khắc nhanh chậm tùy vào số màu bạn cần tạo, và độ thẩm mỹ của hình khắc mà bạn mong muốn
Hai công nghệ máy khắc fiber có thể làm việc tương tự nhau, nhưng khi bạn cần tạo màu lên vật liệu kim loại, titanium, inox thì MOPA là lựa chọn tốt. Còn nếu bạn chỉ cần khắc thông tin lên sản phẩm, không cần tạo màu, và muốn khắc với tốc độ nhanh thì công nghệ Fiber thông dụng là lựa chọn phù hợp.
5/ Các thao tác thực hiện khắc laser kim loại
Khắc laser kim loại có thể được thực hiện tại nhà với công suất tương đối thấp. Để khắc kim loại bằng laser, bạn sẽ cần trang bị tia laser có công suất tối thiểu 60W. Quá trình này khá đơn giản và sẽ hoạt động trên một số kim loại khác nhau chẳng hạn như thép không gỉ, nhôm và đồng là những vật liệu được sử dụng phổ biến nhất cho quá trình này.
Bạn cũng sẽ cần một số phần mềm: Photoshop hoặc CorelDraw là những lựa chọn tốt, và sẽ có một số phần mêm miễn phí như Inkscape và Gimp. Tất cả những gì bạn thực sự cần là khả năng xuất thiết kế của bạn dưới dạng tệp mà phần mềm laser Laser của bạn có thể nhận ra.

Danh sách vật tư khá ít:
- Rượu isopropyl (cọ xát) để làm sạch
- Một miếng vải mềm
- Xịt khắc axit
- Băng keo
Để có kết quả tốt nhất, hãy sử dụng các loại xịt khắc laser chuyên dụng như CerMark, markSolid 114, LaserBond 100 hoặc EnduraMark. Nếu bạn có ngân sách eo hẹp, cũng có thể thu được kết quả tốt với thuốc xịt MoS2, còn được gọi là thuốc xịt khô.
Trước khi bạn bắt đầu, dưới đây là một vài lưu ý:
- An toàn là trên hết! Luôn đóng vỏ máy trước khi bạn bắt đầu khắc. Kim loại có độ phản xạ cao, vì vậy tia laser có thể gây cháy hoặc thương tích.
- Bình xịt có thể bị nén. Đừng để chúng bên trong máy của bạn, nếu không có thể gây ra vụ nổ hoặc hỏa hoạn.
- Trước khi bạn bắt đầu khắc, hãy chắc chắn rằng phủ lớp phun khô.
- Nếu bạn làm điều này lần đầu tiên, hãy sử dụng một số tài liệu mẫu để chạy thử trước khi khắc thực tế.
Bước 1: Chuẩn bị thiết kế
- Điều đầu tiên cần làm là tạo ra hình ảnh mà bạn sẽ khắc. Bất kể đây là ảnh hay ảnh vector, nó phải là đen trắng hoặc xám (nếu tia laser của bạn hỗ trợ). Điều này sẽ cung cấp cho bạn một cái nhìn tổng thể về sản phẩm sau khi được gia công.
- Một nguyên tắc nhỏ: Nếu nó không đẹp mắt trên màn hình, thì trên thực tế cũng vậy.
- Chia tỷ lệ hình ảnh theo kích thước mong muốn. Lưu ý rằng, nếu bạn khắc trên bề mặt không phẳng, có thể cần phải kéo dài sản phẩm.
- Lưu file của bạn ở định dạng mà phần mềm laser sẽ chấp nhận.
Bước 2: Làm sạch
- Làm sạch bằng cách sử dụng cồn và một miếng vải mềm.
- Loại bỏ tất cả bụi bẩn trên bề mặt.
- Nếu có hiện tượng ăn mòn hoặc rỉ sét trên bề mặt kim loại, hãy sử dụng một số giấy nhám mịn để loại bỏ nó.
- Một số kim loại không rỉ nhưng tạo thành oxit trên bề mặt, ví dụ: đồng sẽ oxy hóa và tạo thành một lớp màu xanh lá cây, và nhôm cũng sẽ oxy hóa và tạo thành một lớp màng trên bề mặt.
Bụi và dầu sẽ cản trở sự hội tụ của tia laser, trong khi các oxit kim loại và rỉ sét thường có nhiệt độ nóng chảy cao hơn nhiều so với kim loại nguyên chất. Nếu không được làm sạch đúng cách, các ảnh hưởng này sẽ can thiệp vào quá trình ăn mòn và khiến chất lượng sản phẩm kém.
Sẽ là một ý tưởng tốt khi đeo găng tay trong quá trình làm sạch và ngăn ngừa dầu và mỡ từ tay của bạn không làm bẩn bề mặt kim loại.
Bước 3: Quá trình phun khắc
- Để khô miếng kim loại của bạn một vài phút trước khi phun. Ngay trước khi phun đảm bảo rằng bề mặt hoàn toàn sạch sẽ.
- Sử dụng một số băng che, đánh dấu các đường viền của bề mặt bạn dự định khắc. Áp dụng phun khắc đều trên bề mặt kim loại. Nếu bạn sử dụng dầu bôi trơn khô hãy xịt hai hoặc ba lớp, sau mỗi lần để khô trước khi phun lớp tiếp theo.
Một số dạng phun khác nhau sẽ cho kết quả tốt hơn so với những người khác. Ví dụ, bạn có thể khắc thép không gỉ bằng dầu bôi trơn khô và thu được kết quả tốt, nhưng đối với nhôm, bạn nên sử dụng markSolid 114 hoặc các chất tương tự. Trong cả hai trường hợp, đó là một ý tưởng tốt để làm một số thử nghiệm trước khi khắc thực tế.
Bước 4: Điều chỉnh tiêu cự
- Bật nguồn máy của bạn và chuẩn bị cho việc khắc. Hãy chắc chắn rằng bạn đeo kính an toàn đúng cách!
- Đặt phôi vào máy và đảm bảo chiều cao laser được điều chỉnh đúng.
- Điều chỉnh độ hội tụ Laser.
Nếu bạn khắc laser trên một miếng kim loại phẳng, mọi thứ đều đơn giản, vì vậy bạn có thể điều chỉnh tiêu cự laser như bình thường.
Phần khó khăn là nếu bạn khắc một bề mặt cong, như một cái nồi hoặc một cái cốc. Trong trường hợp đó, bạn nên tìm điểm thấp nhất và điểm cao nhất, và điều chỉnh tiêu cự ở giữa. Bước này sẽ yêu cầu một số thử nghiệm để tìm ra điểm hội tụ tốt nhất.
Thủ thuật: Điều chỉnh vị trí của miếng kim loại mà bạn sẽ khắc và đánh dấu thêm một số điểm vào máy để bạn có thể đặt lại phôi của mình ngay vị trí ban đầu trong trường hợp bạn cần ra lắp vào lại.
Nếu bạn có dự định khắc các vật thể tròn bằng laser, thì bạn nên cân nhắc việc mua một phụ kiện quay. Nó làm cho quá trình gia công của bạn dễ dàng hơn nhiều qua đó tăng chất lượng khắc sản phẩm.
Bước 5: Khắc

- Tải tệp của bạn từ Bước 1 vào phần mềm điều khiển Laser.
- Tại điểm bắt đầu, bạn nên đặt công suất tối đa và tốc độ thấp để có kết quả tốt nhất.
- Nó có thể mất vài lần thử nghiệm để tìm điểm thiết lập tốt nhất.
- Nếu bạn không hài lòng với lần khắc đầu tiên, thì nó có thể là tia laser của bạn không đủ mạnh.
- Nếu gặp trường hợp này, hãy thử chạy cùng một tệp hai hoặc ba lần ở cùng một nơi.
Bước 6: Hoàn thiện
- Khi laser xong, hãy tháo miếng kim loại của bạn ra khỏi máy và làm sạch nó.
- Bạn có thể sử dụng cồn và vải mềm từ trước đó để loại bỏ các cặn khác trên bề mặt kim loại.
- Nhôm và đồng có thể khó khắc hơn. Nếu bạn lo lắng về độ bền, bạn có thể áp dụng một lớp keo để bảo vệ. (Đây không phải là một ý tưởng tồi cho các kim loại dễ bị oxy hóa.)