Máy lắp ráp
Các bộ phận riêng lẻ làm từ kim loại, nhựa và các chi tiết khác phải được kết hợp lẫn nhau để tạo thành nhiều sản phẩm tiêu dùng đang được sử dụng ngày nay. Xử lý chi tiết, rô bốt và nhiều cơ cấu và thiết bị đã thảo luận trước đây được sử dụng để lắp ráp các thành phần này thành một dạng có thể sử dụng được.
Máy lắp ráp có thể hoàn toàn tự động hoặc liên quan đến các thao tác thủ công của người vận hành máy. Phần lớn quy trình lắp ráp bao gồm việc di chuyển các bộ phận sản phẩm riêng lẻ đến gần
với nhau và liên kết chúng lại với nhau. Một hệ thống xử lý trung tâm được sử dụng để di chuyển một bộ phận qua máy lắp ráp hoặc dây chuyền sản xuất với các quy trình ngoại vi đưa các chi tiết cần lắp vào từ các bên. Thông thường, một sản phẩm được di chuyển trên pallet và được lập chỉ mục qua một loạt các máy. Hình dưới cho thấy một máy lắp ráp đối với cáp, các bộ phận được người vận hành nạp.

1 Xử lý chi tiết
Các cụm lắp ráp thường bắt đầu bằng một bộ phận cơ sở, thường là một thành phần lớn hơn các phần còn lại. Nhiều sản phẩm có khung hoặc vỏ bọc nào đó chứa các thành phần khác. Nếu dây chuyền lắp ráp dựa trên pallet, thành phần đầu tiên này được đặt lên pallet theo cách thủ công bởi một người vận hành hoặc bằng một thiết bị tự động như rô-bốt hoặc cơ chế gắp và đặt. Các thành phần lớn hơn có thể được trình bày dưới dạng pallet hoặc trong thùng. Do kích thước của chúng và thường là phương pháp vận chuyển, những mặt hàng này có thể khó xử lý bằng tự động hóa.
Các bộ phận được xếp trên pallet thường dễ nạp tự động hơn vì chúng có thể được định vị chính xác trong pallet đã định hình và pallet có thể được tạo theo kích thước đồng nhất và có thể xếp chồng lên nhau. Máy tháo pallet tự động thường được chế tạo để xử lý các loại chồng pallet này. Các pallet đã đầy được đưa vào băng chuyền, được dỡ xuống và làm rỗng, và một máy xếp chồng sẽ xếp lại
các pallet đã rỗng và đưa chúng ra trên một băng chuyền khác. Các chồng pallet thường được xử lý bằng xe nâng.
Không phải tất cả các sản phẩm đều có thể dễ dàng xử lý bằng tự động hóa. Một số thành phần cơ bản có thể khó hoặc tốn kém để xử lý do kích thước
hoặc hình dạng. Những thành phần khác có thể khó tìm thấy do phương pháp vận chuyển và đóng gói. Các mặt hàng được sắp xếp ngẫu nhiên trong thùng hoặc phải mở gói có thể tiết kiệm hơn khi tải bằng tay.
Các bộ phận dễ xử lý và định vị có thể được xử lý theo một số phương pháp. Nếu các bộ phận được bố trí theo mảng, chẳng hạn như trong một pallet hoặc thùng được định hình hoặc phân chia, chúng phải được lập chỉ mục, bằng một bộ truyền động có thể di chuyển kẹp đến nhiều vị trí X và Y hoặc bằng một hệ thống như bàn lập chỉ mục. Những bộ phận này thường có dạng một cặp bộ truyền động servo được sắp xếp theo cách vuông góc. Nếu các bộ phận được sắp xếp theo lớp, cũng có thể cần một trục Z được điều khiển bằng servo, nếu không, chuyển động Z hoặc theo chiều dọc có thể là một xi lanh khí nén đơn giản
với kẹp, nam châm hoặc cốc chân không ở đầu dưới.
Robot ngày càng được sử dụng cho mục đích này vì tính linh hoạt của chúng.
Các phương pháp xử lý bộ phận trung gian cũng thường được sử dụng trong các máy lắp ráp. Các thành phần có thể được đặt lên bàn quay số hoặc đồ gá di chuyển để có thể thực hiện một số loại công việc trên sản phẩm.
Dụng cụ để định vị chính xác bộ phận thường được gắn vào mặt số hoặc đồ gá để một thiết bị, chẳng hạn như tua vít hoặc dụng cụ bôi keo, có thể tiếp cận chính xác một điểm trên bộ phận. Dụng cụ này có thể tháo rời để có thể dễ dàng thay thế hoặc sửa đổi.
Bộ nạp và băng tải là các thành phần tiêu chuẩn trên nhiều máy lắp ráp và dây chuyền sản xuất. Bộ nạp thường có các phần cấp liệu xếp hàng và định hướng giúp định vị chính xác các bộ phận để
lấy. Băng tải trong máy lắp ráp thường là băng tải lập chỉ mục có điểm dừng cố định. Chúng có thể là băng tải hoặc xích loại có chốt hoặc xích có mặt dây chuyền để cố định các bộ phận chính xác.
Các phương pháp đơn giản như đẩy, nâng, gắp và đặt, và dẫn hướng thường được sử dụng trong các hệ thống lắp ráp để di chuyển và duy trì kiểm soát các bộ phận. Một nguyên tắc chung khi xử lý các bộ phận là không bao giờ mất quyền kiểm soát, định hướng hoặc ngăn chặn sau khi bạn đã đạt được. Các bộ phận có thể được định hướng trên băng tải từ đầu đến cuối, được phân tách bằng cách đẩy chúng vuông góc với dòng chảy của chúng và được xếp thành hàng trong các ổ chứa hoặc được sắp xếp thành hàng. Sau khi đã được chứa, chúng không bao giờ được đặt lại vào một vị trí sắp xếp ngẫu nhiên như thùng trừ khi
bị từ chối hoặc loại bỏ.
2 Cố định và ghép nối
Một phần quan trọng của quy trình lắp ráp là gắn các bộ phận và chi tiết vào nhau. Sau khi các bộ phận của sản phẩm đã được đưa đến gần nhau và được định vị chính xác, một hoặc cả hai thành phần được nhấc lên hoặc hướng dẫn tiếp xúc. Các bộ phận có thể được kết nối bằng ốc vít, chất kết dính hoặc sử dụng nhiều phương pháp hàn khác nhau.
Ốc vít thường được cung cấp từ các hệ thống khá chuẩn hóa.
Máy cấp rung là một phương pháp phổ biến để phân tách và định hướng các ốc vít, bu lông và đinh tán. Nhìn chung, ốc vít được đưa vào một công cụ, chẳng hạn như đai ốc hoặc tua vít, bằng cách thổi các ốc vít định hướng lên ống vào các đầu máy bắn vít
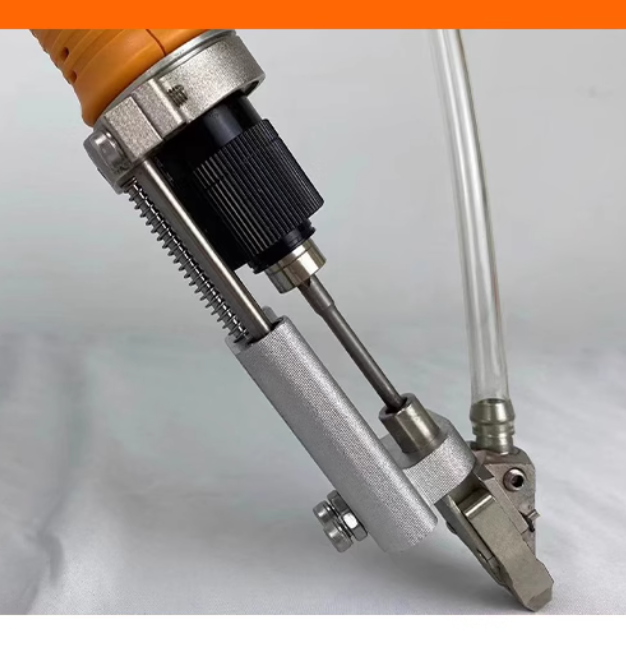

Các ốc vít xếp hàng sau đó được đưa riêng lẻ đến đầu hoặc bộ phận thu của bộ truyền động và chốt được lắp đặt bởi người vận hành hoặc tự động. Các lỗ ren hoặc ren ta rô thường được tạo thành trên phôi cơ sở, thường là phần lớn hơn trong hai phần được kết nối.
Hầu hết các hệ thống chốt đều được sản xuất bởi các OEM chuyên về loại thiết bị này. Bộ điều khiển thường được gắn từ xa vào trục chính. Cơ cấu truyền động thường là điện để có thể cảm nhận và kiểm soát chính xác mô-men xoắn. Bộ điều khiển dễ dàng tích hợp vào các hệ thống điều khiển với I/O kỹ thuật số và giao diện truyền thông với hệ thống điều khiển chính. Mô-men xoắn và tua vít
gần như luôn cần thu thập thông tin mô-men xoắn và góc (số vòng quay) để xác thực. Hệ thống chốt thường được vận hành thủ công do vị trí lỗ và góc có thể không nhất quán. Luôn có khả năng ren chéo và cần phải đảo ngược vít hoặc bu lông và tháo ra. Chốt cũng có thể có những lỗi cần có sự can thiệp của người vận hành. Hệ thống ốc vít tự động có thể là nguyên nhân chính gây ra thời gian chết của máy trong hệ thống lắp ráp ở cả hệ thống cấp liệu và lắp ráp.

