KIỂM TRA MỐI HÀN GIÁP MỐI BẰNG PHƯƠNG PHÁP UỐN
Mục đích:
Hình thành kỹ năng chuẩn bị mẫu kicm và kiểm tra mối hàn bằng phương
pháp uốn.
Thiết bị và dụng cụ: – Máy cắt. – Máy mài lay. – Mũi vạch. – Dũa.
Dưỡng do, – Thước cặp. – Máy kiểm tra uốn

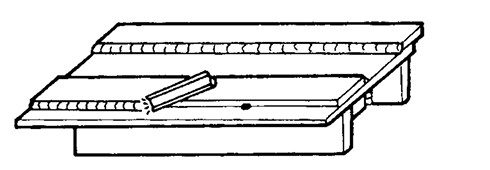
Cắt phôi uốn
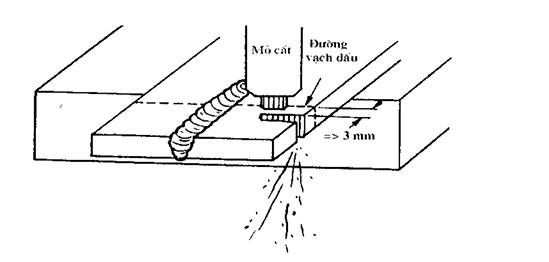
– Vạch dấu đường cắt.
– Cắt phôi trên máy cắt hoặc cắt băng ngọn lửa khí rồi đưa lên máy phay phẳng cạnh (đường cắt bàng ngọn lửa khí cách dường vạch dấu tới thiểu là
3 mm).
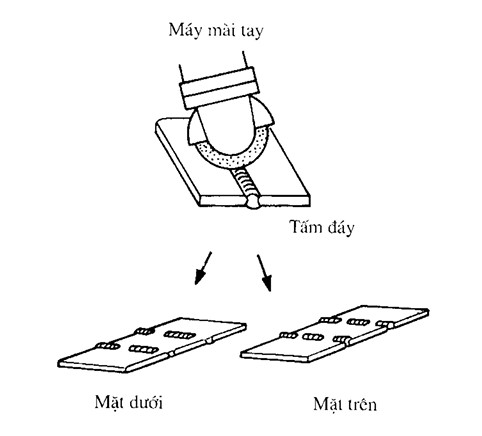
Mài phôi
– Mài mối hàn phẳng cả hai mặt bằng máy mài tay.
– Dùng máy cắt cắt đúng kích thước phôi.

.Hiệu chỉnh mẫu kiểm – Dũa phẳng toàn bộ bé mặt mău kiểm
Đặt đũa vuông góc với đường hàn. – Dua VC cung các cạnh của mẫu kiểm với bán kính R < t/6. – Đánh bóng khu vực mối hàn bảng giấy giáp hoặc đá đánh bóng.

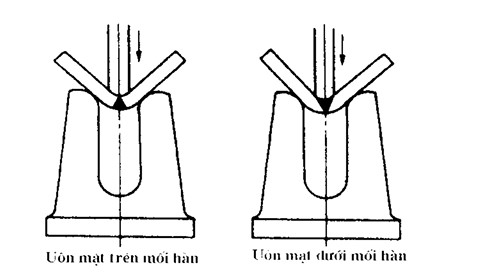
Tiến hành kiêm tra uốn – Kiểm tra uốn bề mặt trên và be mặt dưới của mối hàn – Đặt mẫu kiểm sao cho mối hàn nằm chính giữa khuôn uốn.
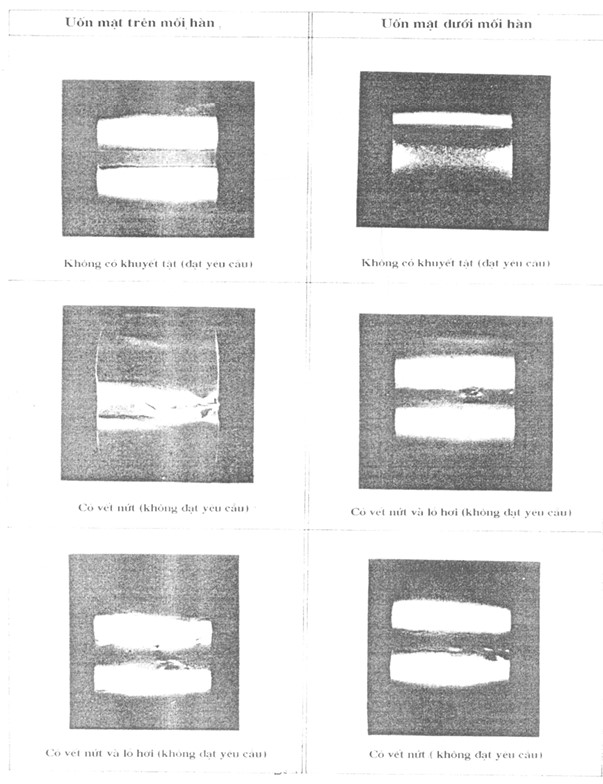
Kiểm tra
Mẫu bị loại bỏ nếu xảy ra các trường hợp sau: – Vết nứt có chiều dài > 3 mm. – Các vết nứt chiều dài < 3 mm nhưng tổng chiều dài các vết nứt > 7 mm.
Tổng số các lỗ rỗ hoặc vết nứt > 10. – Khuyết cạnh sâu hoặc ngậm xí nhiều.
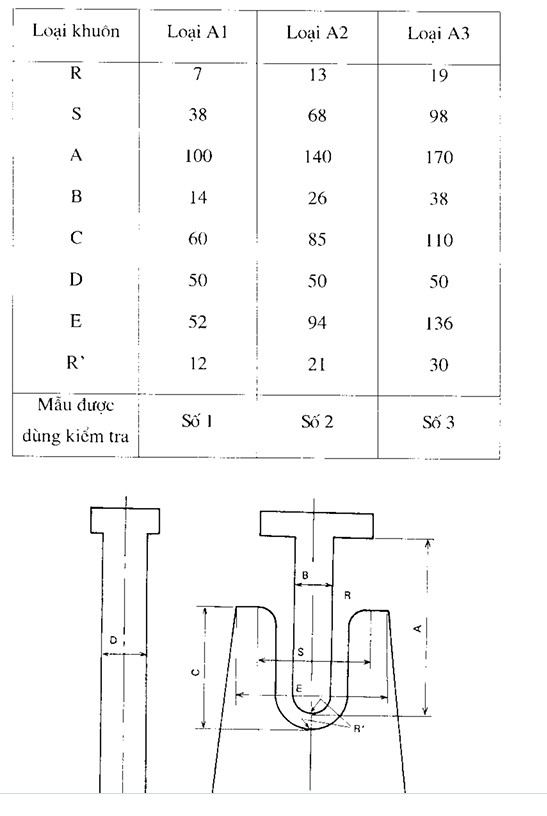
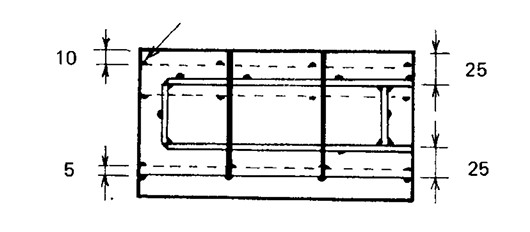
Tham khảo: 1. Kích thước mầu kiếm tra uôn.

Kích thước của khuôn kiểm tra uốn.
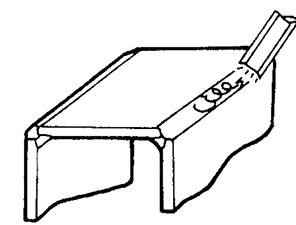
BÀI TẬP TỔNG HỢP
Mục đích:
Nâng cao kỹ nàng hàn sản phảni bằng công nghệ hàn hổ quang lay với que
hàn thuốc bọc.
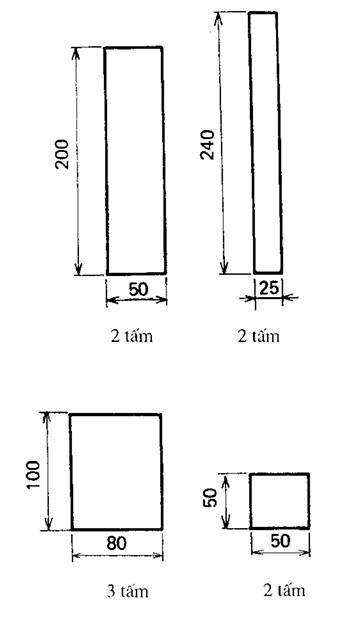
Vật liêu:
– Thép lấm: (6 X 250 X 350) mm – Que hàn ộ 3.2 Thiết bị và dụng cụ: – Bộ bảo hộ lao động. – Bộ dụng dấu đo kiểm và lấy dấu. – Bộ dụng cự làm sạch. – Máy mài cẩm lay.

Pha cắt phôi từ tấm vật liệu.
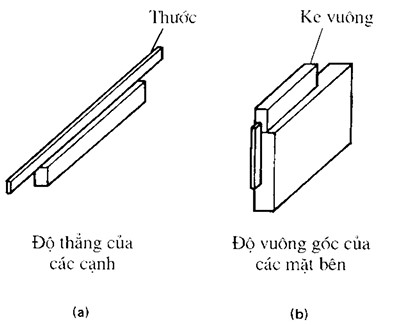
Kiêm tra độ thẳng, phẳng và vuông góc của các bề mặt của lấm vật liệu. Nếu cẩn thiết thì đũa phắng cấc cạnh vật liệu
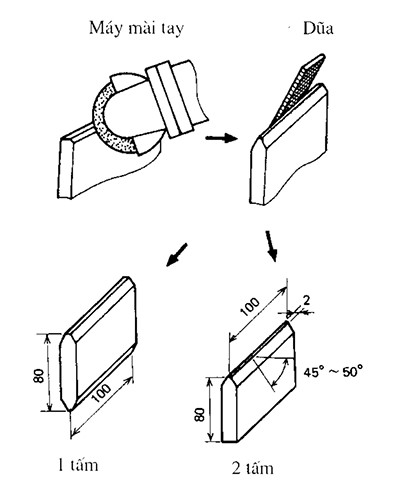
Dùng máy mài tay hoặc dũa vát cạnh tấm dấy (80 X 100) với góc 45 ~ 50° ở câ 2 phía, độ tù khoáng 2 mm.
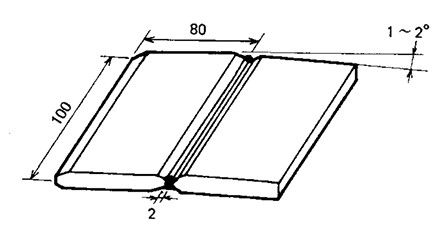
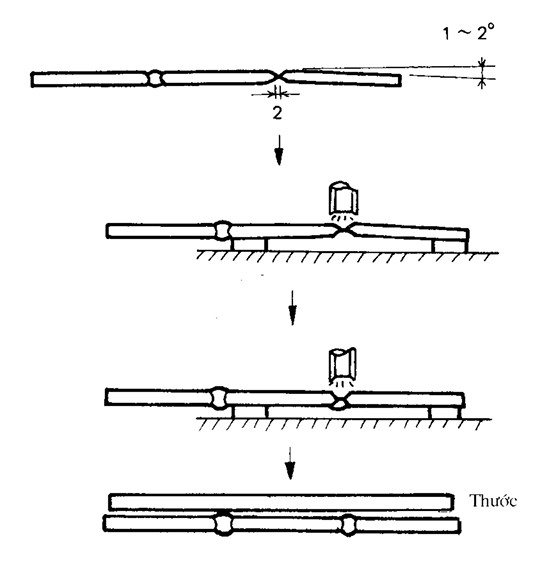
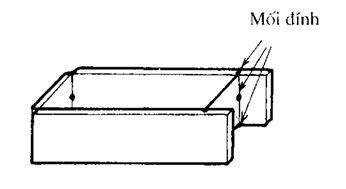
Ghép 2 tấm đáy bằng mối đính với khe hở khoáng 2 mm. Tạo biến dạng ngược với gốc khoáng (1~ 2.
Hàn mối nối với dòng diện hàn khoáng ( 110 ~ 120) A giống như khi hàn mối hàn giáp mối cố khe hờ
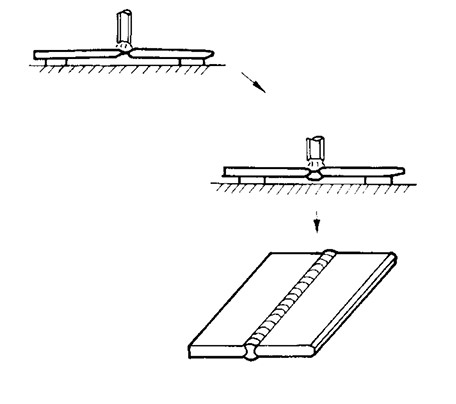
Kiểm tra độ phẳng của vật hàn, nếu không đâm báo thi nắn phang bằng búa nguội.
Hàn nối tấm đáy tiếp theo và nắn phẳng như các bước trên.
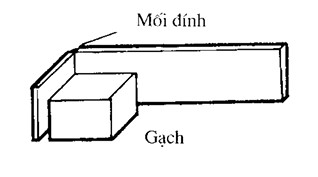
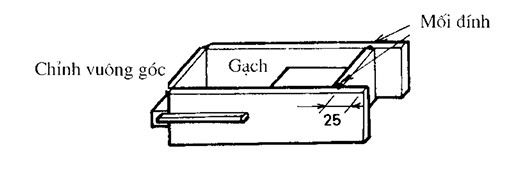
Lắp ráp phần thành hộp – Hàn đính tấm dài thứ nhất với tấm ngắn ngoài cùng đạt góc 90
Hàn đính tiếp tấm dài thứ 2 với tấm ngắn đạt góc 90°.
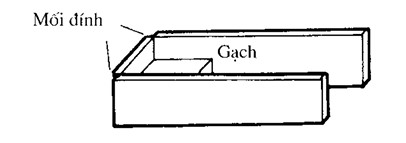
Kiểm tra độ vuông góc giữa các tấm vật liệu đã được hàn đính và hàn đính tấm ngắn phía trong ở vị trí thiết kế.
Đặt phía đã hàn dính xuống mặt bàn và kiểm tra dộ vuông góc của thành hộp. Nếu không đám bao thì nắn sửa lại.
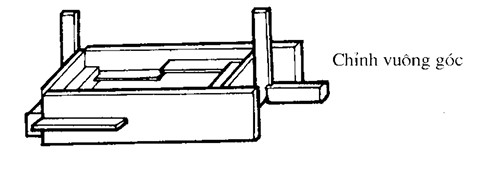
Thực hiện 3 mối đính trên mối đường hàn để đám bảo chắc chắn cho kết cấu trước khi hàn chính thức.
Thực hiện các mối hàn góc ỏ’ vị trí ngang phía trong hộp với dòng điện ở mức (125~135A)
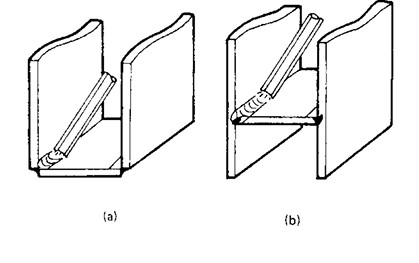 Thực hiện các mối hàn góc ở vị trí ngang phía ngoài hộp tương tự như các mối hàn góc ờ phía trong hộp
Thực hiện các mối hàn góc ở vị trí ngang phía ngoài hộp tương tự như các mối hàn góc ờ phía trong hộp

Thực hiện các mối hàn góc ngoài ở vị trí ngang với dòng điện ờ mức (100 ~ 105) A
 Dùng máy mài tay mài phẳng phần lồi của mối hàn trên tấm đáy tại nhưng nơi tiếp xúc với thành hộp và 2 tấm lót.
Dùng máy mài tay mài phẳng phần lồi của mối hàn trên tấm đáy tại nhưng nơi tiếp xúc với thành hộp và 2 tấm lót.
Cố định thành hộp và 2 lấm lót với tấm đáy ớ vị trí qui định bằng các mối dính ( 3 – 4 mối đính cho mỗi cặp chi tiết).
. Hàn cức mối hàn chồng giữa tấm đáy và các tấm lót ở vị trí ngang với dòng điện ở mức ( 115- 125) A
thực hiện mối hàn góc giữa tấm đáy và thành hộp phía trong với dòng điện ở mức (125 ~ 135) A.
Hàn theo trình tự: 1 tới 2, 2 tới 3, 3 tới 4 và 4 tới 1.
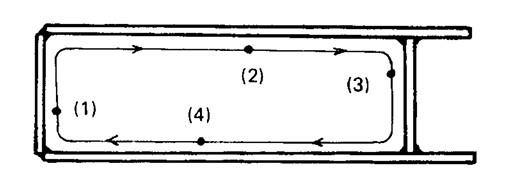
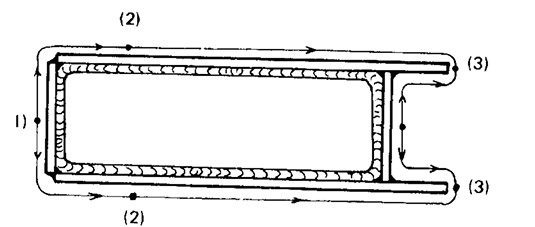
Thực hiện mối hàn góc giữa tấm đáy và thành hộp phía ngoài (cần chú ý tới các điểm giống nhau trên sơ đổ).
Làm sạch mối hàn và vùng lân cận bằng búa gõ xỉ và bàn chai sắt.
