DỤNG CỤ SO SÁNH
Các công cụ-dụng cụ so sánh được sử dụng để thực hiện so sánh kích thước giữa hai đối tượng, chẳng hạn như một phần làm việc của chi tiết với một bề mặt tham chiếu. Chúng thường không có khả năng cung cấp một phép đo tuyệt đối về đại lượng quan tâm đến (kích thước cần đo); thay vào đó, chúng đo độ lớn và hướng của độ lệch giữa hai đối tượng. Dụng cụ trong danh mục này bao gồm đồng hồ đo cơ và đồng hồ đo điện tử.
Đồng hồ đo cơ: Đồng hồ đo quay số cơ được thiết kế để phóng đại một cách cơ học về độ lệch để cho phép quan sát. Dụng cụ đo phổ biến nhất trong danh mục này là Đồng hồ đo (Hình 5.6), trong đó việc chuyển đổi và khuếch đại chuyển động tuyến tính của con trỏ tiếp xúc vào vòng quay của kim quay số. Mặt số (mặt đồng hồ) được chia độ theo các đơn vị nhỏ như 0.01mm (hoặc 0.001 in). Các đồng hồ đo được sử dụng trong nhiều ứng dụng để đo độ thẳng, độ phẳng, độ song song, độ vuông góc, độ tròn và độ đảo (độ lệch). Một thiết lập điển hình để đo độ đảo (độ lệch) được minh họa trong hình 5.7.
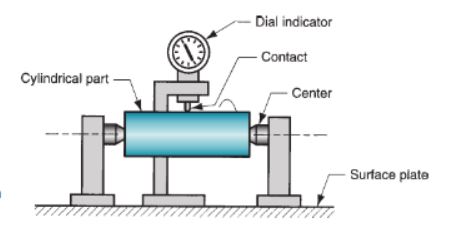
Hình 5.7: Thiết lập (gá đặt-lắp ráp-điều chỉnh) đồng hồ đo để đo độ đảo (độ lệch); khi một chi tiết được quay quanh tâm của nó, các biến đổi trên bề mặt bên ngoài so với tâm thì được chỉ định hiển thị trên mặt số (mặt đồng hồ).
Cylindrical part: chi tiết hình trụ
Dial indicator: đồng hồ đo (đồng hồ so)
Contact: điểm tiếp xúc (tiếp điểm)
Center: đầu chống tâm (mũi chống tâm)
Surface plate: tấm bề mặt (tấm phẳng bề mặt)

Rà phẳng mặt pittong
Đồng hồ đo điện tử là một họ các dụng cụ-thiết bị đo và đồng hồ đo dựa trên các bộ chuyển đổi có khả năng chuyển đổi một sự dịch chuyển tuyến tính thành một tín hiệu điện. Tín hiệu điện này sau đó được khuếch đại và chuyển thành định dạng dữ liệu phù hợp như màn hình hiển thị số (màn hình kỹ thuật số), như trong hình 5.5. Các ứng dụng của đồng hồ đo điện tử đã phát triển nhanh chóng trong những năm gần đây, được thúc đẩy bởi những tiến bộ trong công nghệ vi xử lý. Chúng đang dần dần thay thế nhiều dụng cụ thiết bị đo thông thường. Ưu điểm của đồng hồ đo điện tử bao gồm:
(1) Tốt về độ nhạy, độ tin cậy, độ chính xác, độ lặp (khả năng lặp đi lặp lại) và tốc độ phản hồi (tốc độ phản ứng lại của các tính hiện, kết cấu, thao tác, chuyển động, giá trị hiển thị…);
(2) Khả năng cảm nhận các kích thước rất nhỏ – dưới 0,025 μm (1 μ-in.);
(3) Dễ dàng thao tác, vận hành;
(4) Giảm lưu xuất lỗi do các yếu tố tạo ra bởi con người;
(5) Tín hiệu điện có thể được hiển thị ở các định dạng khác nhau;
(6) Có khả năng kết nối, giao tiếp với các hệ thống máy tính để tiếp nhận và xử lý dữ liệu.
DƯỠNG ĐO( CỮ ĐO) CHUẨN CỐ ĐỊNH
Một ỡng đo(cữ đo) cố định là một thể mô hình thu nhỏ (bản sao) của kích thước chi tiết được đánh giá. Có hai loại cơ bản: dưỡng đo/cữ đo mẫu chuẩn và dưỡng đo/cữ đo giới hạn. Một dưỡng đo(cữ đo) mẫu chuẩn được chế tạo để trở thành một thể mô hình trực tiếp của kích thước danh nghĩa theo kích thước bản vẽ. Nó thường được sử dụng cho việc thiết lập một dụng cụ đo so sánh, chẳng hạn như đồng hồ đo; hoặc dùng để hiệu chỉnh/ hiệu chuẩn một thiết bị đo.
Một dưỡng đo(cữ đo) giới hạn được chế tạo để trở thành bản sao ngược của kích thước chi tiết và được thiết kế để kiểm tra kích thước ở một hoặc nhiều giới hạn dung sai của nó. Một dưỡng đo/cữ đo giới hạn thường bao gồm hai thiết bị đo trong một mẩu (một bộ), đầu tiên để kiểm tra giới hạn dưới của dung sai trên kích thước chi tiết và cái còn lại để kiểm tra giới hạn trên. Các dưỡng đo(cữ đo) này được biết đến phổ biến là các dưỡng đo/cữ đo GO /NO-GO (theo thực tế thường gọi [GO] là đầu lọt, thông qua, [NO-GO] là đầu không lọt, không thông qua, đầu chặn, đầu bót), bởi vì một dưỡng đo(cữ đo) giới hạn cho phép phần được chèn vào (phần được chèn vào này được định tính là miền giới hạn dung sai gia công và được định lượng bằng giá trị của khoảng giới hạn GO /NO-GO), trong khi dụng cụ thiết bị giới hạn khác thì không. Giới hạn GO được sử dụng để kiểm tra kích thước ở điều kiện hữu hình tối đa của nó; đây là kích thước tối thiểu cho một chi tiết có đặc tính bên trong, chẳng hạn như lỗ và nó là kích thước tối đa cho một chi tiết có tính đặc tính bên ngoài như đường kính ngoài. Giới hạn NO-GO được sử dụng để kiểm tra điều kiện hữu hình tối thiểu của kích thước được đề cập đến.
Các dưỡng đo(cữ đo) giới hạn phổ biến là Cữ Snap (theo thực tế thường gọi là dưỡng/ cữ ngàm, dưỡng C, dưỡng móc, dưỡng khóa) và Cữ Ring (theo thực tế thường gọi là dưỡng/ cữ kiểm tròn, cữ tròn, cữ vòng, vòng chuẩn) để kiểm tra kích thước bên ngoài của chi tiết và Dưỡng Plug (theo thực tế thường gọi là dưỡng đo trong) để kiểm tra kích thước bên trong sản phẩm.
Cữ Snap bao gồm một khung chữ C với các bề mặt đo nằm trong các hàm của khung, như trong hình 5.8. Nó có hai nút đo (núm đo), đầu tiên là nút đo GO và nút thứ hai là nút đo NO-GO. Và được sử dụng để kiểm tra kích thước bên ngoài như đường kính, chiều rộng, độ dày và các bề mặt tương tự.
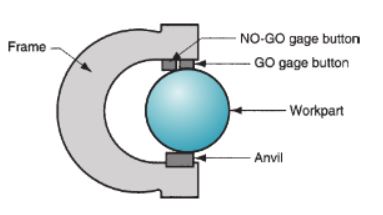
Hình 5.8: Cữ Snap để đo đường kính của một chi tiết; sự khác biệt về chiều cao của nút đo GO và NO-GO được phóng đại để quan sát.
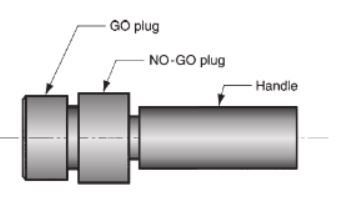
Hình 5.9: Dưỡng đo trong; sự khác biệt về đường kính của thanh đo GO và NO-GO được phóng đại để quan sát.
Cữ Ring được sử dụng để kiểm tra đường kính hình trụ. Đối với một ứng dụng nhất định, thì một cặp cữ đo thường được yêu cầu là một cữ GO và một cữ NO-GO (thực tế thường gọi là cữ lọt, cữ cản). Mỗi cữ đo này là một vòng có lỗ mở được gia công theo một trong các giới hạn dung sai của đường kính chi tiết. Để dễ dàng cho việc xử lý và cầm nắm thì bên ngoài của vòng được lăn vân (chà khía). Hai cữ đo này được phân biệt bởi sự hiện diện của một rãnh tròn được khắc xung quanh phía bên ngoài của cữ NO-GO, còn cữ GO thì không có.
Cữ đo – dưỡng đo giới hạn phổ biến nhất để kiểm tra đường kính lỗ đó là Dưỡng Plug (theo thực tế thường gọi là dưỡng đo trong). Nó bao gồm một tay cầm được gắn hai miếng hình trụ (nút trụ) chính xác bằng thép cứng, như trong hình 5.9. Các nút trụ đóng đó vai trò là các nút đo GO và NO-GO. Các cữ đo – dưỡng đo khác tương tự như dưỡng đo trong bao gồm các dưỡng đo côn (dưỡng đo độ côn), bao gồm một nút hình côn dùng để kiểm tra các lỗ côn; và dưỡng ren, trong đó nút đo có biên dạng ren dùng để kiểm tra ren trong của các chi tiết.
Cữ đo – dưỡng đo cố định rất dễ sử dụng và thời gian cần thiết để hoàn thành một thao tác kiểm tra xác nhận hầu như luôn luôn ít hơn so với khi sử dụng một dụng cụ thiết bị đo khác. Cữ đo – dưỡng đo cố định là một nền tảng cơ bản trong việc phát triển sản xuất các chi tiết có khả năng hoán đổi cho nhau (Ghi chú ở mục lịch sử 1.1). Chúng đã cung cấp các điều kiện mà các chi tiết có thể được chế tạo để dung sai đủ gần cho việc lắp ráp mà không cần tác động mài dũa và chỉnh sửa cho phù hợp. Nhược điểm của chúng là cung cấp rất ít dữ liệu nếu có bất kỳ thông tin nào về kích thước chi tiết thực tế; thì chúng chỉ cho biết rằng kích thước đó có nằm trong dung sai không. Ngày nay, với sự sẵn có của các thiết bị đo điện tử tốc độ cao và với nhu cầu kiểm soát quá trình phân tích thống kê dữ liệu kích thước chi tiết, thì việc sử dụng các cữ đo dưỡng đo này đang dân dần nhường chỗ cho các công cụ thiết bị đo có khả năng cung cấp đầy đủ thông tin dữ liệu của các phép đo thực tế về kích thước quan tâm đến.
5.2.5 ĐO GÓC
Các góc có thể được đo bằng cách sử dụng bất kỳ kiểu nào của thước đo góc (thước đo độ). Một thước đo góc đơn giản bao gồm một lưỡi (lá) xoay so với đầu hình bán nguyệt được chia vạch thành các đơn vị góc (ví dụ: độ, radian). Để sử dụng, phần lưỡi được xoay đến một vị trí tương ứng với một phần góc cần đo và góc nay được đọc theo tỷ lệ góc. Một thước đo góc vát (Hình 5.10) bao gồm hai lưỡi thẳng xoay quanh trục tương đối với nhau.Tổ hợp trục có thang đo, nó cho phép đọc giá trị của góc được tạo bởi các lưỡi. Khi được trang bị một du xích, thước đo góc vát có thể được đọc đến khoảng 1/12 độ (ký hiệu: 5 min = 5 arcminutes = 5’ = 1/12 độ) ; không có độ phân giải du xích thì chỉ khoảng 1 độ.
Độ chính xác cao trong các phép đo góc có thể được thực hiện bằng cách sử dụng một thanh hình sin, được minh họa trong hình 5.11. Một thiết lập có thực hiện bao gồm một cạnh thép thẳng (thanh hình sin/ thanh sin) và hai cuộn (cuộn tròn) chính xác đặt cách nhau một khoảng cách cho trước (đã biết, đã xác định) trên thanh sin. Cạnh thẳng được căn chỉnh với phần góc cần đo và các khối đo chuẩn hoặc các phép đo tuyến tính chính xác khác được thực hiện để xác định chiều cao. Phương thức được tiến hành thực hiện trên một tấm phẳng bề mặt để đạt được kết quả chính xác nhất. Chiều cao H này và chiều dài L của thanh sin giữa các cuộn được sử dụng để tính toán giá trị A bằng cách sử dụng công thức: sin A = H/L
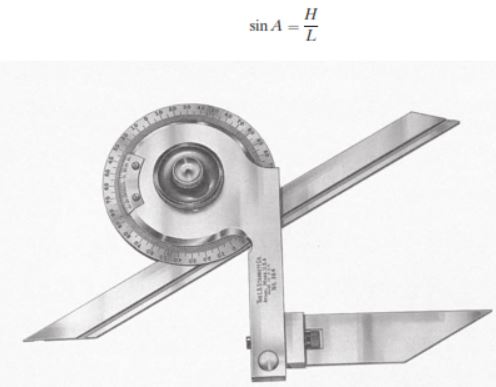
Hình 5.10: Thước đo góc vát với thang đo du xích
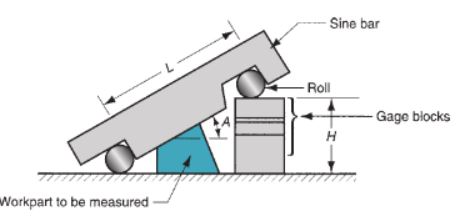
Hình 5.11: Thiết lập cho việc sử dụng một thanh sin
