Trong phần này sẽ giới thiệu các kiểu kẹp chi tiết vào máy phay khác nhau. Nhìn chung cần phân biệt các phương thức kẹp sau đây:
• Kẹp bằng eto.
• Kẹp bằng bàn từ.
• Kẹp bằng môđun gá.
. Kẹp bằng êtô, hình 169.
1. Êtô có thể quay từng góc 90° trên bàn máy.
2. Vị trí của nó có thể thay đổi được.
3. Chi tiết được kẹp có thể dịch chuyển dọc theo trục X và z.
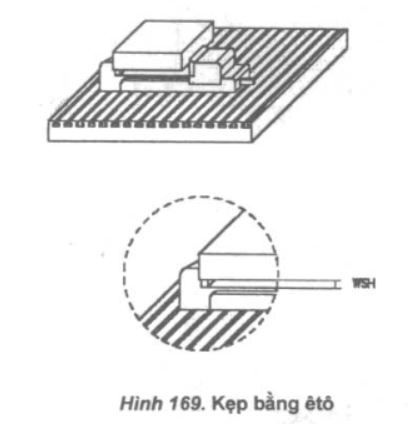
Hình 169. Kẹp bằng êtô
Kẹp bằng bàn từ, hình 170.
1. Vị trí của chi tiết trên bàn máy có thể xác định một cách tự do.
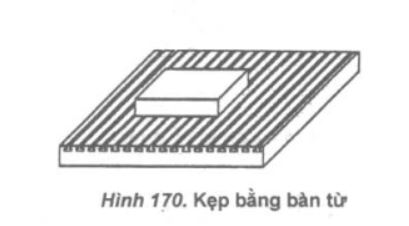
Hình 170. Kẹp bằng bàn từ
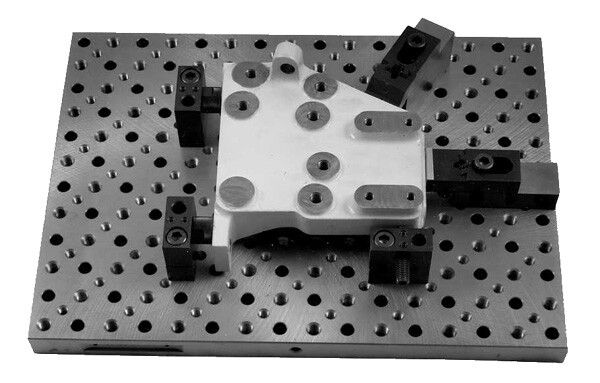
Kẹp bằng môđun gá, hình 171.
1. Vị trí của chi tiết trên bàn máy có thể thay đổi.
2. Các chi tiết kẹp có thể được định nghĩa như là một môđun. Vị trí kẹp do người sử dụng quy định.
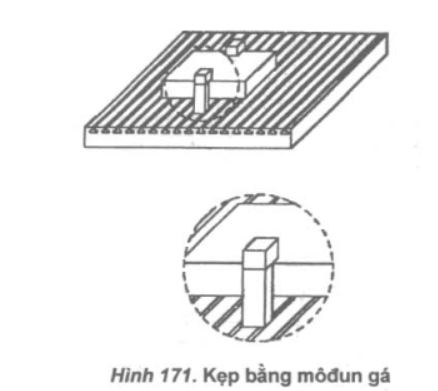
Hình 171. Kẹp bằng môđun gá
Bàn máy phay có các rãnh chữ T là thân chính để kẹp chi tiết gia công. Tùy theo loại và cách thức kẹp chi tiết gia công các cơ cấu kẹp được phân biệt như sau:
• Thiết bị kẹp cơ khí
• Thiết bị kẹp thuỷ lực
• Thiết bị kẹp khí nén
• Thiết bi kẹp điện
1. Thế bị kẹp cơ khí
Thiết bị kẹp cơ khí gồm nhiều bộ phận như: đòn kẹp, gối đỡ, hình 172, 173, bulông kẹp với đầu T.
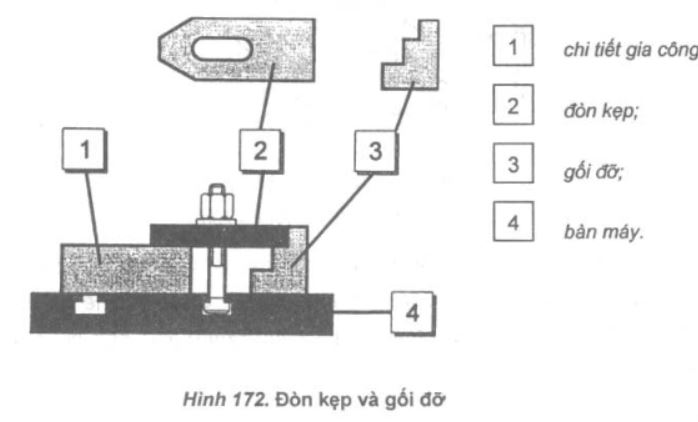
Hình 172. Đòn kẹp và gối đỡ
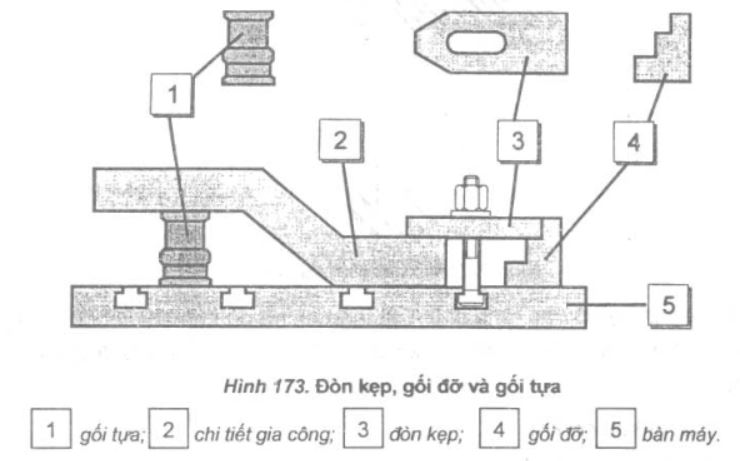
Để đỡ chi tiết gia công nặng còn sử dụng cả gối tựa và cái định hướng, hình 173.
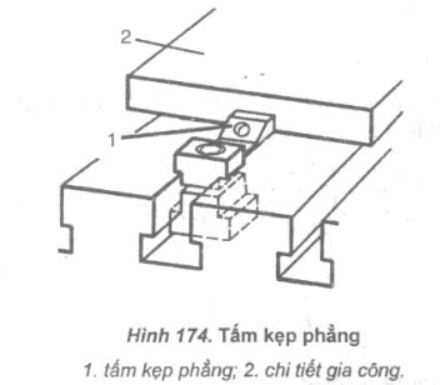
Để kẹp các chi tiết gia công phẳng và bề mặt cần để trống để gia công cần dùng những cặp phẳng để kẹp, hình 174.
Với trợ giúp của mâm phân độ với mâm xoay các chi tiết có thể được gia công nhanh, đối xứng từ các phía khác nhau. Cũng có thể gá mâm lên trên mâm phân độ để phân chia và gia công chính xác các chi tiết dạng tròn, hình 175.
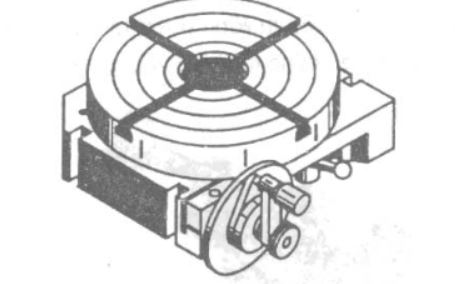
Hình 175. Mâm phân độ với mâm xoay
2. Êtô máy, hình 176
Étô máy sử dụng dễ dàng và chắc chắn, được dùng để kẹp các chi tiết nhỏ. Việc cân chình của chi tiết đầu tiên được thực hiện với sự trợ giúp của đồng hồ so. Đường biểu diễn lực kẹp trên êtô được thể hiện trong hình 177.
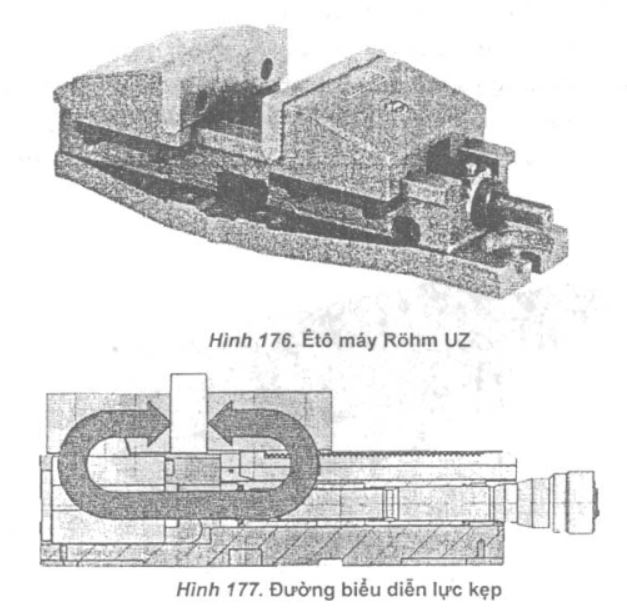
Hình 177. Đường biểu diễn lực kẹp
Êtô máy đa năng, hình 178, có thể quay được cũng như có thể bẻ ngang hoặc thẳng đứng. Lực kẹp thường được tạo ra bằng tay. Tuy nhiên cũng có loại êtô tạo ra lực kẹp bằng thủy lực và khí nén.

Hình 178. Êtô đa năng Rõhm PS-SV
3. Thiết bị kẹp thủy lực và khí nén
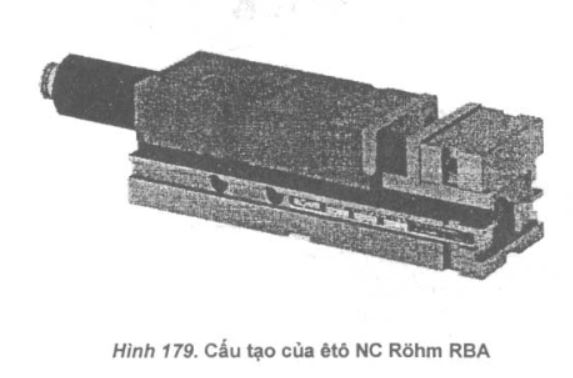
Máy công cụ CNC sừ dụng êtô NC, hình 179, tạo ra lực kẹp bằng xilanh thủy lực và khí nén. Các êtô NC vận hành bằng khí nén cho phép rút ngắn thời gian đóng và mở êtô. Tuy nhiên áp lực hoạt động nhỏ nên không thể đạt được lực kẹp lớn. Để tạo ra lực kẹp lớn người ta dùng thiết bị kẹp thủy lực, có bộ phận điều chỉnh áp lực để tạo ra lực kẹp theo yêu cầu.
Cấu tạo của êtô NC được minh họa trong hình 180.
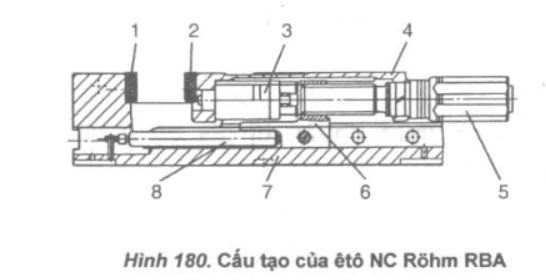
Hình 180. Cấu tạo của êtô NC Rohm RBA
1 – ngàm kẹp cố định; 2 – ngàm kẹp chuyển động; 3-bộ phận thuỷ lực; 4 – phần ngàm chuyển động; 5 – trục; 6 – đai ốc; 7 – thân; 8-lò xo nén.
4. Thiết bị kẹp từ tính
Chi tiết gia công bằng thép có thể kẹp bằng thiết bị kẹp điện từ, hình 181. Chi tiết được hút vào bàn kẹp tùy theo tính chất của dòng điện từ bàn kẹp. Sau khi ngắt dòng, chi tiết được nhả và có thể lấy nhẹ nhàng.

Hình 181. Bàn kẹp điện từ

Hay đó ad.