Đo là một phương thức trong đó một đại lượng không xác định được so sánh với một tiêu chuẩn đã được biết, sử dụng các đơn vị đo của một hệ thống đã được chấp nhận và thống nhất. Hai hệ thống đơn vị đo đã phát triển trên thế giới: (1) Hệ thống thông dụng của Hoa Kỳ (U.S.C.S.) và (2) Hệ thống đo Quốc Tế (hoặc SI, đối với Systeme Internationale d’Unites), phổ biến hơn được biết đến đó là Hệ mét. Cả hai hệ thống được sử dụng song song trong suốt cuốn sách này. Hệ mét được chấp nhận rộng rãi ở hầu hết mọi nơi trong thế giới công nghiệp hóa nhưng ngoại trừ Hoa Kỳ, nơi đã kiên quyết giữ lấy hệ U.S.C.S. Dần dần, Hoa Kỳ củng đang áp dụng SI.
Đo cung cấp một giá trị số của đại lượng quan tâm đến, trong giới hạn nhất định về độ tin cậy và độ chính xác. Độ tin cậy (độ tin cậy về tính chính xác) l à mức độ mà giá trị đo được phù hợp với giá trị thực của đại lượng quan tâm đến. Một phương thức đo là tin cậy khi nó không có sự xuất hiện của các sai số hệ thống, đó là các sai lệch dương hoặc sai lệch âm so với giá trị thực sao cho phù hợp với phép đo này đến phép đo tiếp theo. Độ chính xác là mức độ lặp lại trong quá trình đo. Độ chính xác tốt có nghĩa là sai số ngẫu nhiên trong phép đo là đạt mức tối thiểu. Các sai số ngẫu nhiên thường liên quan đến sự tham gia của con người trong quá trình đo. Ví dụ bao gồm các biến đổi trong quá trình thiết lập (cài đặt, gá lắp, cân chỉnh…), đọc không chính xác (đọc không đúng/ mơ hồ) của thang đo (hoặc tỷ lệ đo), các phép tính gần đúng (như: ước lượng, quy đổi, làm tròn đơn vị …), và v.v. Những yếu tố tác động (không phải do con người) gây ra sai số ngẫu nhiên khác bao gồm thay đổi về nhiệt độ, sự hao mòn từ từ và / hoặc sự xê dịch trong các yếu tố phạm vi làm việc của thiết bị và các biến đổi khác.

Một số loại thước cặp thông dụng
Liên quan chặt chẽ đến đo là dưỡng đo/ cữ đo chuẩn. ( Tiếng anh: “Gaging” cũng đánh vần là “Gauging”, nguyên mẫu là “Gage và Gauge) Dưỡng đo/ cữ đo chuẩn xác định đơn giản là đặc tính chi tiết có đáp ứng hay không đáp ứng được các đặc điểm kỹ thuật thiết kế. Nó thường đưa ra kết quả nhanh hơn so quá trình đo, nhưng thông tin ít ỏi được cung cấp về giá trị thực tế của các đặc tính cần quan tâm đến. Các đoạn ghi hình mô phỏng về phép đo và dưỡng đo/ cữ đo chuẩn minh họa một số chủ đề được thảo luận trong chương này.
Phép đo và dưỡng đo/ cữ đo chuẩn. Trong Video Clip này chứa ba phân đoạn: (1) độ chính xác, độ phân giải (độ chia) và độ tin cậy, (2) cách đọc thước kẹp cơ (thước cặp cơ) và (3) cách đọc thước đo đường kính (micrometrer/ panme)
Phần này xem xét sự đa dạng của các dụng cụ đo và các dưỡng đo/ cữ đo chuẩn thao tác thủ công (kết cấu đơn giản, thao tác cơ) được sử dụng để đánh giá các kích thước như chiều dài và đường kính, cũng như các tính năng khác như góc độ, độ thẳng và độ tròn. Loại thiết bị này được tìm thấy trong phòng thí nghiệm đo, các bộ phận kiểm tra xác nhận và các phòng công cụ dụng cụ. Đề mục bắt đầu hợp lý với các khối đo chính xác (Khối dưỡng đo/ cữ đo chuẩn).
5.2.1 CÁC KHỐI ĐO CHÍNH XÁC (CÁC KHỐI DƯỠNG ĐO, CỮ ĐO CHUẨN)
Khối đo chính xác là tiêu chuẩn căn cứ theo các dụng cụ đo kích thước và các dưỡng đo/ cữ đo chuẩn khác để được so sánh đối chiếu. Các khối đo chuẩn thường có hình dạng là hình vuông hoặc hình chữ nhật. Các bề mặt đo được hoàn thiện một cách chính xác về kích thước và độ song song trong phạm vi vài phần triệu của một inch và đã được đánh bóng bề mặt một cách sáng bóng và láng mịn hoàn thiện như gương. Một số cấp độ của khối đo chính xác là có sẵn, với dung sai siết chặt hơn (dung sai rất nhỏ) cho các cấp chính xác cao hơn. Cấp độ chính xác cao nhất – thuộc về tiêu chuẩn phòng thí nghiệm cao cấp – chính là nơi được thực hiện với dung sai ±0.000,03 mm (±0.000,001 in). Tùy thuộc vào mức độ về độ cứng mong muốn và giá cả mà người dùng sẵn sàng chi trả, thì các khối đo chính xác có thể được tạo ra từ bất kỳ các vật liệu cứng nào, bao gồm thép công cụ, thép mạ crôm, hợp kim cacbua crôm, hoặc hợp kim cacbua vonfram.
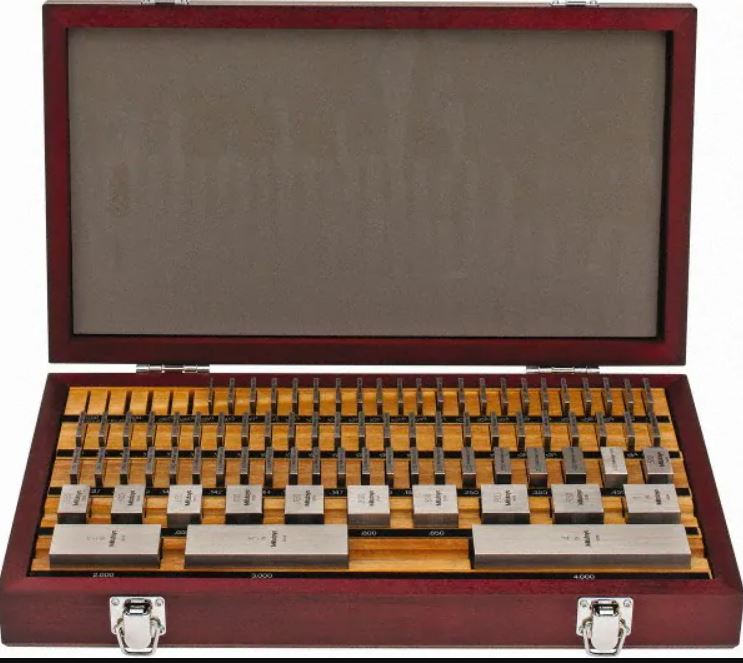
Hộp đựng các loại khối hiệu chuẩn (độ chính xác gần như tuyệt đối)
Khối đo chính xác có sẵn một số kích thước tiêu chuẩn nhất định hoặc theo bộ, gần đây có một loạt các khối có kích thước khác nhau được đưa ra ứng dụng. Các kích thước trong cùng một bộ được xác định một cách có hệ thống để chúng có thể xếp chồng lên nhau để đạt được hầu như mọi kích thước mong muốn trong vòng 0.0025 mm (0.0001 in).
Để có kết quả tốt nhất, khối đo chính xác phải được sử dụng trên một bề mặt tham chiếu phẳng, chẳng hạn như một tấm bề mặt phẳng (một tấm phẳng bề mặt). Một tấm bề mặt phẳng là một khối rắn lớn có bề mặt trên cùng của nó được hoàn thiện với một mặt phẳng. Hầu hết các tấm bề mặt ngày nay được làm bằng đá hoa cương. Đá hoa cương có ưu điểm là cứng, không gỉ sét, không từ tính, bền – lâu mòn, ổn định về nhiệt và dễ bảo trì.

Dùng khối hiệu chuẩn để kiểm tra và set lại độ chính xác của dụng cụ. Có thể dùng khối này để đo trực tiếp ( bằng cách kết hợp nhiều khối)
Khối đo chuẩn và các dụng cụ đo có độ chính xác cao khác phải được sử dụng trong các điều kiện nhiệt độ tiêu chuẩn và các yếu tố khác có thể gây ảnh hưởng xấu (sai lệch) đến phép đo. Theo hiệp ước quốc tế, 20ºC (68F) đã được thiết lập là nhiệt độ tiêu chuẩn. Phòng thí nghiệm đo hoạt động theo tiêu chuẩn này. Nếu các khối đo chuẩn hoặc các dụng cụ đo khác được sử dụng trong môi trường nhà máy trong đó nhiệt độ khác với tiêu chuẩn này, thì điều cần thiết là phải điều chỉnh phạm vị giãn nở/ khuếch đại hoặc co lại/ thu hẹp do nhiệt độ. Ngoài ra, các khối đo chuẩn làm việc được sử dụng để kiểm tra xác nhận trong cửa hàng là có thể bị mòn và phải được hiệu chuẩn định kỳ căn cứ dựa theo các khối đo chuẩn chính xác hơn ở trong phòng thí nghiệm.
5.2.2 DỤNG CỤ ĐO ĐỐI VỚI CÁC KÍCH THƯỚC TUYẾN TÍNH (KÍCH THƯỚC THẰNG: ĐỘ DÀI, KHOẢNG CÁCH … )
Dụng cụ đo có thể được chia thành hai loại: chia độ (chia vạch/ vạch chia độ) và không chia độ. Các dụng cụ-thiết bị đo chia độ bao gồm một tập hợp các vạch dấu, vạch chia (được gọi là độ chia/ khắc độ/ khắc vạch) trên một thang đo tuyến tính (thang đo thẳng) hoặc góc mà tính năng được quan tâm đến của đối tượng có thể được so sánh đối chiếu để đo. Các dụng cụ-thiết bị đo không chia độ là không có thang đo như vậy và được sử dụng để so sánh giữa các kích thước hoặc để chuyển đổi một kích thước đo bởi một thiết bị chia độ. Cơ bản nhất của các dụng cụ-thiết bị đo chia độ là thước kẻ (làm bằng thép, thường được gọi là thước thép hoặc thước lá thép), và được sử dụng để đo kích thước dài. Thước kẻ có sẵn trên thị trường với các độ dài khác nhau. Độ dài thước kẻ theo hệ mét bao gồm 150, 300, 600 và 1000 mm, với các vạch chia độ là 1 hoặc 0.5 mm. Kích thước phổ biến theo hệ U.S là 6, 12 và 24 in, với các vạch chia độ là 1/32, 1/64 hoặc 1/100 in.
Thước kẹp/ thước cặp có sẵn các loại có vạch chia độ hoặc không có vạch chia độ. Một thước kẹp không có vạch chia độ (gọi đơn giản là một thước kẹp) bao gồm hai chân (hai chấu) được nối với nhau bằng một cơ chế bản lề, như hình 5.2. Các đầu của chân thước được chế tạo để tiếp xúc với các bề mặt của vật được đo, và bản lề được thiết kế để giữ các chân ở vị trí trong suốt quá trình sử dụng. Các tiếp điểm (điểm tiếp xúc) hướng vào trong hoặc hướng ra ngoài. Khi chúng hướng vào trong, như hình 5.2, thì thiết bị đo là một thước kẹp đo ngoài và được sử dụng để đo các kích thước bên ngoài như đường kính ngoài. Khi các tiếp điểm hướng ra ngoài, nó là một thước kẹp đo trong, được sử dụng để đo khoảng cách giữa hai bề mặt bên trong. Một dụng cụ đo có cấu hình tương tự như thước kẹp đó là com-pa, ngoại trừ cả hai chân đều thẳng và giới hạn độ cứng, các tiếp điểm nhọn. Com-pa được sử dụng để chia tỉ lệ khoảng cách giữa hai điểm hoặc đường thẳng trên một bề mặt và để vạch dấu các vòng tròn hoặc vòng cung trên một bề mặt.
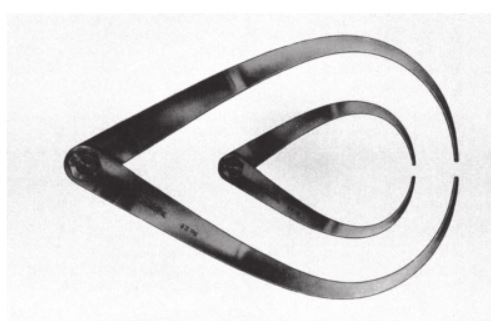
Hình 5.2: Hai loại thước kẹp đo kích thước ngoài (Được cấp phép của L.S. Starrett Co.)
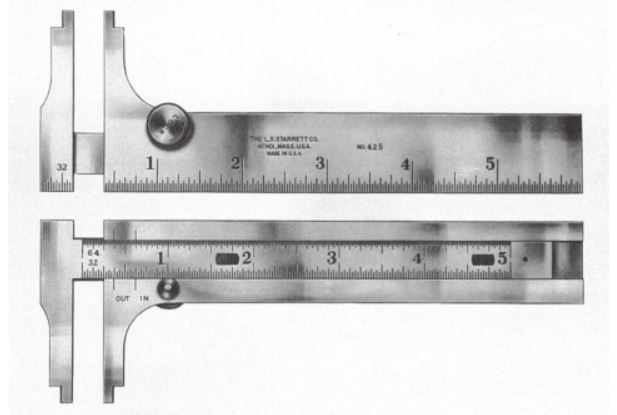
Hình 5.3: Thước kẹp trượt, hiển thị các mặt đối diện của dụng cụ (Được cấp phép của L.S. Starrett Co.)
Một loạt các thước kẹp chia độ (thước kẹp có vạch chia độ) có sẵn cho các mục đích đo khác nhau. Đơn giản nhất là thước kẹp trượt (thước kẹp rãnh trượt), bao gồm một thước thép được thêm vào hai hàm (trong thực tế thường gọi là má kẹp/ má cặp/ má kìm hoặc vấu kẹp/vấu cặp/ vấu kìm), một hàm cố định ở phần cuối thước và hàm kia có thể di chuyển được (hàm di động), được hiển thị trong hình 5.3. Thước kẹp trượt có thể được sử dụng cho các phép đo bên trong hoặc bên ngoài, tùy thuộc vào việc sử dụng mặt trong hay bên ngoài hàm. Trong quá trình sử dụng, các hàm buộc phải tiếp xúc với các bề mặt chi tiết cần đo và vị trí của hàm di động biểu thị kích thước quan tâm (kích thước cần đo, cần xác định giá trị). Thước kẹp trượt cho phép đo tin cậy và chính xác hơn so với các thước đơn giản như thước kẻ. Một sự cải tiến của thuớc kẹp trượt đó là thước kẹp du xích, được hiển thị trong hình 5.4. Trong thiết bị này, hàm di động bao gồm thang đo du xích (tỉ lệ du xích), được đặt theo tên của P. Vernier (1580-1637), một nhà toán học người Pháp, người đã phát minh ra nó. Du xích cung cấp độ chia độ là 0.01 mm trong hệ SI (và 0.001 inch trong Hệ thống thang đo thông dụng của Hoa Kỳ), chính xác hơn nhiều so với thước kẹp trượt.
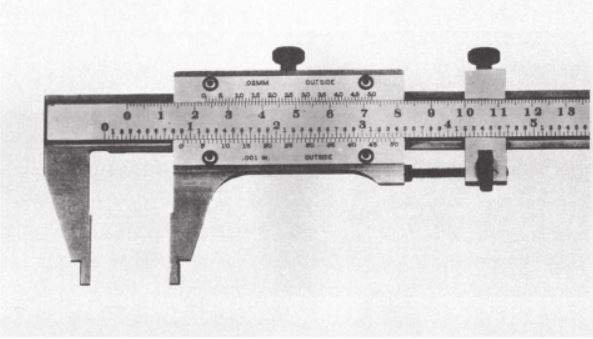
Hình 5.4: Thước kẹp du xích (Được cấp phép của L.S. Starrett Co.)
Thước đo đường kính (micrometrer/ panme) là một thiết bị đo được sử dụng rộng rãi và rất chính xác, hình thức phổ biến nhất của thước này bao gồm một trục chính (trục quay/ trục xoay) và một đầu đo (cữ chặn) hình chữ C, như trong hình 5.5. Trục chính được di chuyển tương đối so với đầu đo C cố định bằng một ren vít chính xác. Trên thước đo đường kính điển hình của Hoa Kỳ, mỗi vòng quay của trục chính quy định là 0.025 in trong hành trình tuyến tính. Kèm theo trục chính là một ống luồn có chia độ với 25 điểm vạch (dấu vạch) xung quanh chu vi của nó, mỗi điểm vạch tương ứng với 0.001 in. Ống khắc vạch (ống bọc ngoài và được khắc vạch chia độ) của thước đo đường kính thường được trang bị một du xích, cho phép độ phân giải gần bằng 0.0001 in. Trên thước đo đường kính với thang đo hệ mét, độ chia là 0.01 mm (khoảng cách giữa 2 vạch khắc). Các thước đo đường kính hiện đại (và các thước kẹp chia độ) có sẵn với các thiết bị điện tử mà chúng có màn hình hiển thị số (màn hình kỹ thuật số) của phép đo (như trong hình). Những dụng cụ đo này dễ đọc hơn và loại bỏ phần lớn lỗi do con người liên quan đến việc đọc giá trị đo từ các thiết bị có quy ước vạch chia độ.
Các loại thước đo đường kính phổ biến nhất là: (1) thước đo ngoài (panme đo ngoài), hình 5.5, tiếng Anh [External Micrometer] còn được gọi là [Outside Micrometer], trong đó có nhiều kích cỡ đầu đo tiêu chuẩn; (2) thước đo trong (panme đo trong), tiếng Anh [Internal Micrometer] còn được gọi là [Inside Micrometer], nó bao gồm tổ hợp phần đầu và một bộ thanh tròn (cần/ thanh truyền) có độ dài khác nhau để đo các kích thước khác nhau bên trong có thể gặp phải; và (3) thước đo sâu (panme đo sâu), tương tự như thước đo trong nhưng được điều chỉnh để đo độ sâu lỗ.
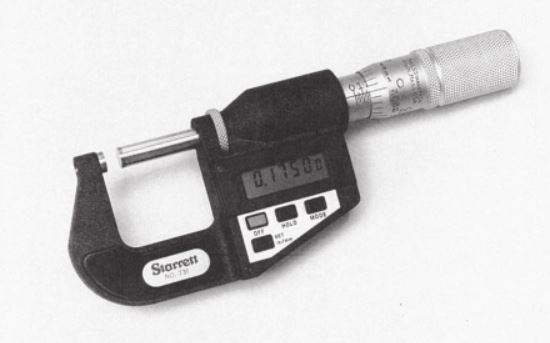
Hình 5.5: Thước đo ngoài, tiêu chuẩn kích thước 1-in với màn hình hiển thị số (màn hình kỹ thuật số) (Được cấp phép của L.S. Starrett Co.)

Hình 5.6: Đồng hồ đo (đồng hồ so): mặt phía trước hiển thị đồng hồ quay chỉ số và vạch chia độ; mặt phía dưới biểu thị mặt sau của dụng cụ đo với phần nắp đã được tháo ra. (Được cấp phép của Federal Products Co., Providence, RI.)
