HÌNH THÀNH MỐI HÀN TRÊN MẶT PHẲNG Ở VỊ TRÍ SẤP, QUE HÀN CHUYỂN ĐỘNG THẰNG
Mục đích:
Hình thành kỹ năng hàn đắp mối hàn trên mặt phẳng ở vị trí sấp với phương pháp chuyển động thang đầu que hàn.
Vật liệu:
– Thép tâm Cácbon (9 X 150 X 150) mm. – Que hàn (D 43 01, (ị) 4 ).
Thiết bị và dụng cụ: – Bô bảo hộ lao động. – Bộ dụng cụ làm sạch. – Ampe kế.
1. Công tác chuẩn bị
– Làm sạch bề mặt vật hàn và vạch dấu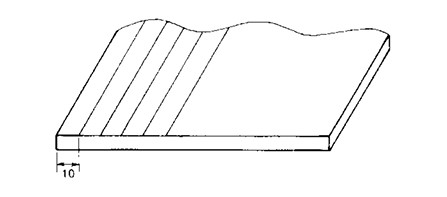
– Tạo rãnh nhỏ trên đường hàn bằng đục bàng và búa nguội.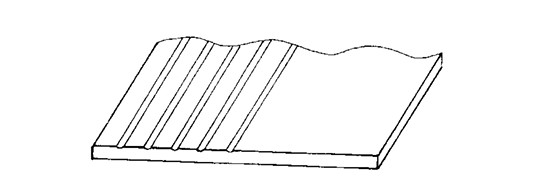
– Điều chỉnh dòng điện hàn ở mức (15(1 ~ 160) A.
2. Tư thế
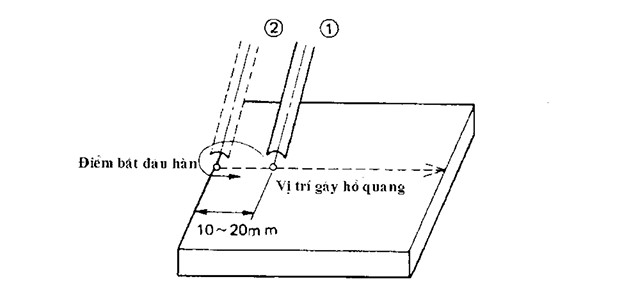
 3. Gảy hồ quang
3. Gảy hồ quang
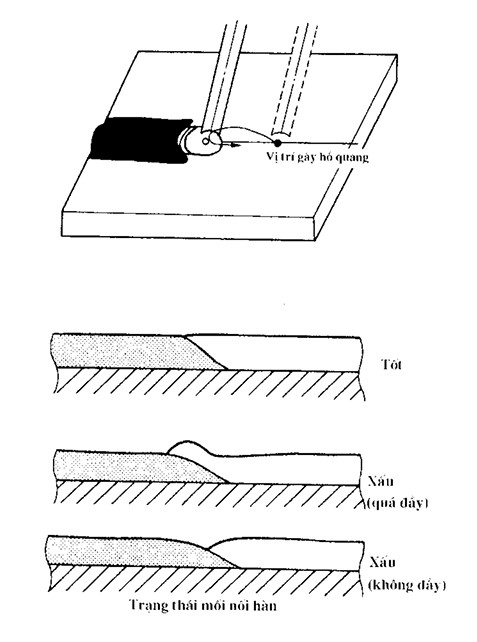
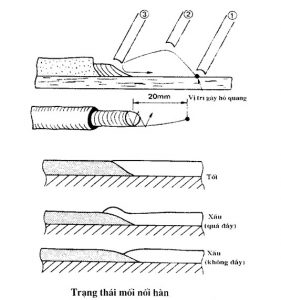
Gảy hồ quang cách đấu mối hàn (10~ 20) nim, sau khi phái sinh hồ quang, đưa que hàn quay lại them bắt đầu đổ hàn.
4. Tiến hành hàn
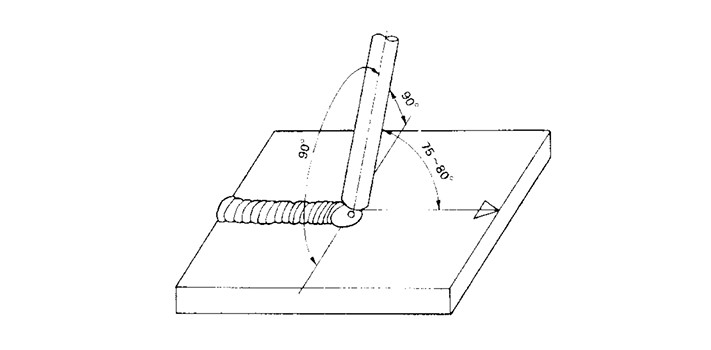
– Đầu que hàn hướng vào đường tâm của rãnh.
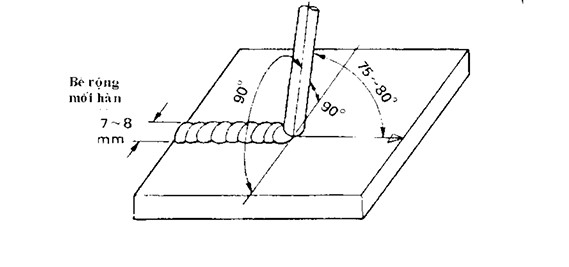
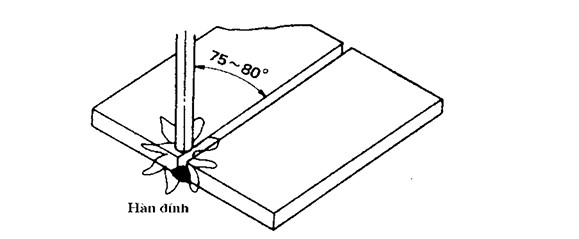
– Điều khiểnque hàn vuông góc với bề mặt vật hàn theo hướng nhìn dọc theo mối hàn và nghiêng với hướng hàn một góc 75° ~ 80.
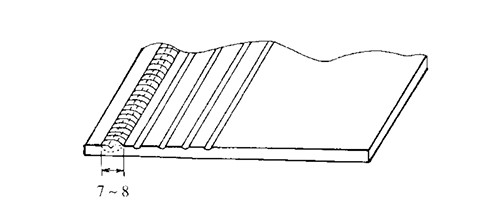
– Bề rộng mối hàn không đổi và không vượt quá hai lần đường kính lõi que hàn
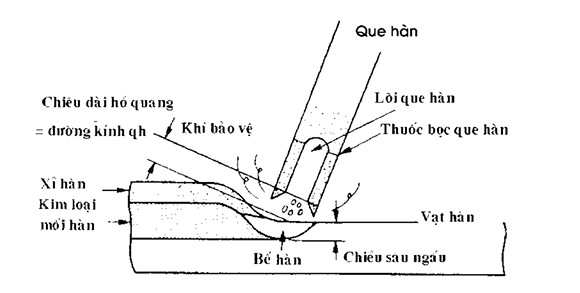
 – Chiều dài hồ quang khoảng (3 ~ 4) mm.
– Chiều dài hồ quang khoảng (3 ~ 4) mm.
– Hướng đầu que hàn vào bể hàn
5. ngắt hồ quang
Rút ngắn chiều dài hồ quang rồi ngắt thật nhanh
6. Nối mối hàn
– Làm sạch xí hàn tại chổ nối.
– Gây hồ quang cách chổ nối khoảng 20 mm sau đó đưa quay lại điểm nối.
– Điều chỉnh cho kim loại điền đầy rãnh hồ quang sau đó di chuyển que hàn theo hướng hàn.
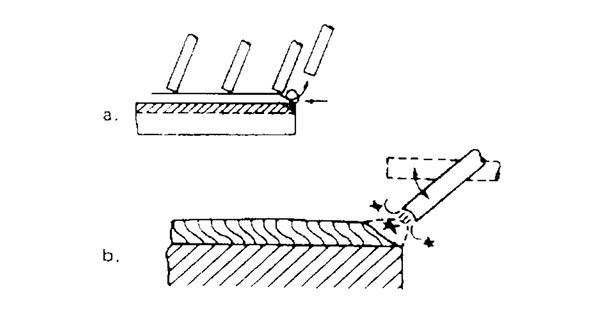
7. Lấp rãnh hồ quang ở cuối đường hàn
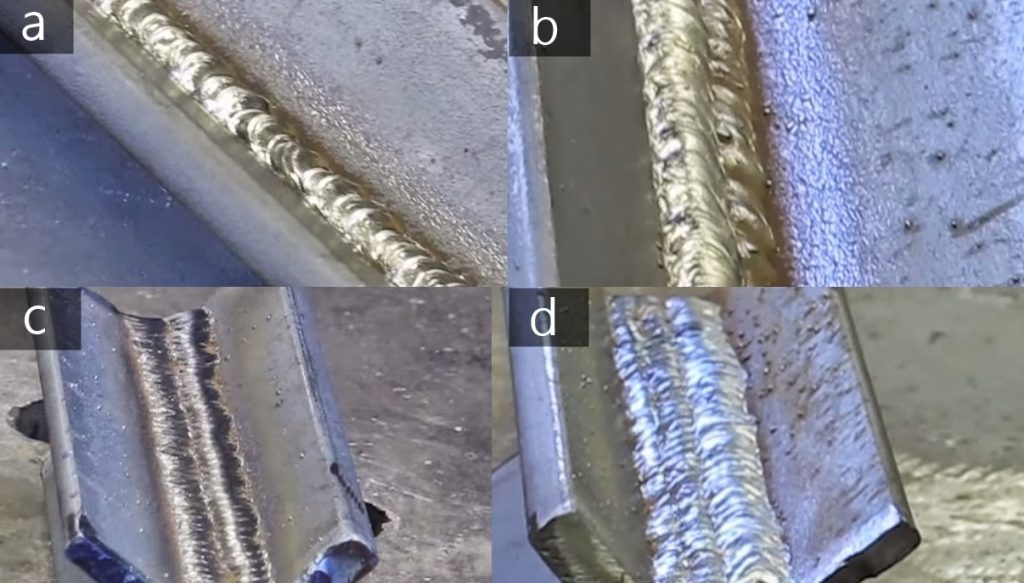
– Cuối đường hàn, rút ngắn hồ quang rồi xoay đau điện cực thành vòng tròn nhỏ khoang (2 ~ 3) lẩn (hình a).
– Dùng phương pháp hồ quang ngắt đe điền đầy rãnh hồ quang (hình b).
8. Kiểm tra
– Phần cuối đường hàn.
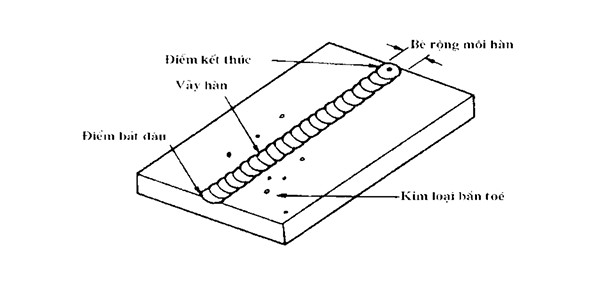
– Hình dạng mối hàn (bổ rộng mối hàn, chiều cao mối hàn và vay hàn).
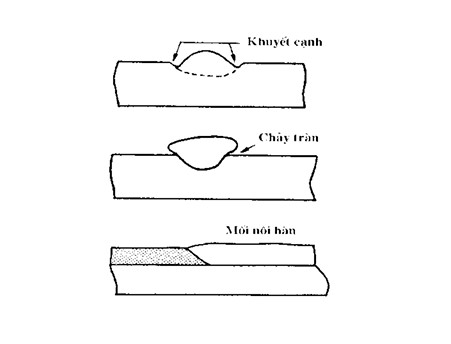
– Cháy cạnh hoặc chảy tràn.
– Điểm nối mối hàn.
– Kim loại bằn tóc, xỉ hàn.
HÌNH THÀNH MỐI HÀN TRÊN MẶT PHẲNG QUE HÀN CHUYỂN ĐỘNG NGANG
Mục đích:
Hĩnh thành kỹ năng hàn đắp mối hàn trên mặt phẳng ờ vị trí sấp với phương nháp chuyến động ngang đầu que hàn.
Vật liệu:
– Thép tấm (9 X ] 50 X 150) mm. – Que hàn (D4301, ộ 4 ).
Thiết bị và dụng cụ: – Bộ bào hộ lao động. – Bộ dụng cụ làm sạch. – Ampe kế.
1. Công tác chuẩn bị
– Làm sạch bé mặt vật hàn và vạch dấu
2. Gây hổ quang
Gây hồ quang cách đầu mối hàn (10 ~ 20) mm, sau khi phát sinh hổ quang đưa que hàn quay lại điểm bắt đầu hàn đê’ hàn.
3. Tiến hành hàn
– Hướng đầu que hàn vào đường tâm của rãnh.
– Điều chỉnh que hàn vuông góc với bó mặt vật hàn theo hướng nhìn dọc theo mối hàn va nghiêng với hướng hàn một góc 75° ~ 80°.
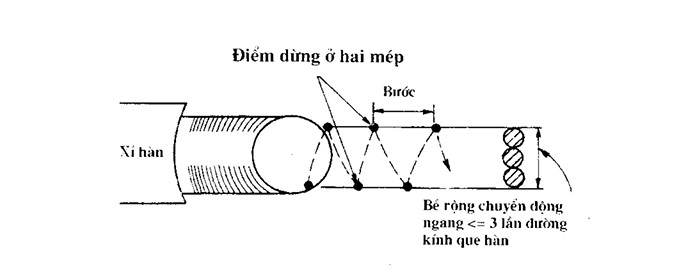
– Di chuyển que hàn sang hai bên cạnh hàn và dừng một chút phía mép
ngoai.
+ Bề rộng chuyên động ngang que hàn trong khoang 3 lẩn đường kính lõi
que hàn.
+ Di chu yen que hàn bằng cà cánh tay với khoảng cách bước chuyên động
không đổi.
4. Nối mối hàn
– Làm sạch xỉ hàn tại chỗ nối.
– Gây hổ quang cách chỗ nối khoảng 20 mm sau đó đưa quay lại điểm nôi.
-Điêu chinh cho kim loại điền gần đầy rãnh hồ quang sau đó dĩ chuyển que hàn theo hướng hàn.
7. Lấp rãnh hồ quang
– Dùng phương pháp hồ quang ngắt để điền đầy rãnh hồ quang ở cuối
đường hàn.
– Điều chỉnh cho kim loại điền đầy rãnh hổ quang.
– Phần cuối đường hàn.
– Hình dạng mối hàn (bề rộng mối hàn. chiều cao mối hàn và vảy hàn).
– Khuyết cạnh hoặc chảy tràn.
– Chỗ nối mối hàn.
– Kim loại bắn tóc, sỉ hàn
HÀN GIÁP MỐI KHÔNG VÁT MÉP CÓ KHE HỞ Ở VỊ TRÍ SẤP
Mục đích:
Hình thành kỹ năng hàn giáp mối không vát mép có khc hở ở vị trí sâp.
Vật liệu:
– Thép lấm (3.2 X 125 X 150) mm. – Que hàn (D4316, (ị) 3.2).
Thiết bị và dụng cụ: – Bộ bâo hộ lao động. – Bộ dụng cụ làm sạch. – Ampe kế. – Dũa.

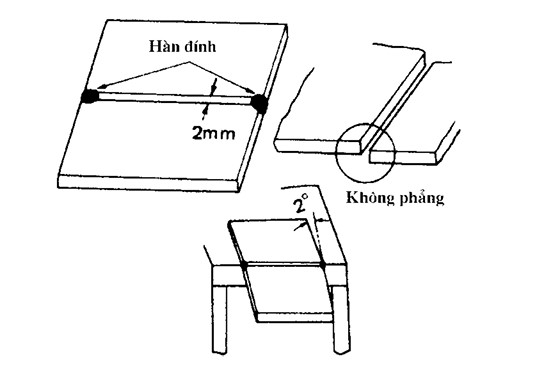
Hàn đính
– Hàn đính ở mặt sau, tại mép ngoài cùng đường hàn.
– Hàn đính chắc chán, tránh không làm ánh hưởng khi hàn mặt trước.
– Hai tấm hàn đính phải phẳng mặt.
– Tạo biến dạng ngược một góc khoảng 2° (góc bù biến dạng khi hàn).
Gây hồ quang
– Gây hồ quang tại vị trí đầu của đường hàn (phía trên mối hàn đính).
– Chờ cho hồ quang cháy ổn định.
Tiến hành hàn
– Sử dụng que hàn loại Hydro thấp D4316, đường kính 3.2 mm.
– Điều chính cường độ dòng điện hàn ở mức (80 ~ 90) A.
– Điều chỉnh que hàn vuông góc với bề mặt vật hàn theo hướng nhìn dọc theo mối hàn và nghiêng với hướng hàn một góc 75” ~ 80°.
– Chuyển động ngang que hàn với bề rộng lớn hơn khe hở một chút.
– Dùng hồ quang ngắn và chỉnh cho hổ quang luôn ở phía trước của bể hàn
– Dùng phương pháp hổ quang ngắt đe lấp đầy rãnh hồ quang.
Kiểm tra
– Hình dạng mối hàn mặt trên (bồ rộng mối hàn, chiều cao mối hàn và vay
hàn).
– Điểm đầu và điểm cuối đường hàn.
– Khuyết cạnh và chảy tràn.
– Hình dạng, kích thước phẩn mối hùn lồi mặt sau.
– Kim loại bắn tóe, xỉ hàn.
![]()

Tuyển nhân viên lắp ráp máy và thiết bị công nghiệp
Địa chỉ làm việc: Đường lái thiêu 70, phường Lái thiêu, Thuận An, Bình Dương [...]
Th5

Băng tải kéo hình ống: giải pháp vận chuyển vật liệu hiệu quả và tiết kiệm
Bạn đang tìm kiếm một giải pháp vận chuyển vật liệu rời đáng tin cậy, [...]
Th7

Băng tải nỉ chịu nhiệt: giải pháp vận chuyển tối ưu cho môi trường nhiệt độ cao
Bạn đang tìm kiếm một giải pháp vận chuyển hiệu quả cho các quy trình [...]
Th7

Băng tải co rút: giải pháp tối ưu hóa quy trình đóng hàng xe tải
Trong bối cảnh ngành logistics và sản xuất ngày càng đòi hỏi hiệu quả cao, [...]
Th7

Băng tải con lăn tự do: giải pháp vận chuyển hàng hóa tiết kiệm và hiệu quả
Trong thời đại công nghiệp hóa, việc tối ưu hóa quy trình vận chuyển hàng [...]
Th7

Băng tải con lăn truyền động bằng xích: giải pháp vận chuyển hàng hóa tối ưu từ việt machine
Trong ngành công nghiệp hiện đại, việc tối ưu hóa quy trình vận chuyển hàng [...]
Th7
