Các bề mặt được mô tả bao gồm hai tham số: (1) kết cấu bề mặt và (2) tính toàn vẹn bề mặt (tính nhất quán bề mặt). Phần này liên quan đến việc đo lường hai tham số này
Đo độ nhám bề mặt
Các phương pháp khác nhau được sử dụng để đánh giá độ nhám bề mặt. Chúng có thể được chia thành ba loại:
(1) so sánh chủ quan với các bề mặt thử nghiệm tiêu chuẩn (Bề mặt chuẩn làm mẫu so sánh)
(2) dụng cụ đo điện tử gọi là stylus (thường gọi là đầu đo, đầu dò, bút đo, mũi đo, kim đo, chốt đo, chốt dò … )
(3) kỹ thuật quang học (quan sát phóng đại dưới các thấu kính, kính hiển vi….)
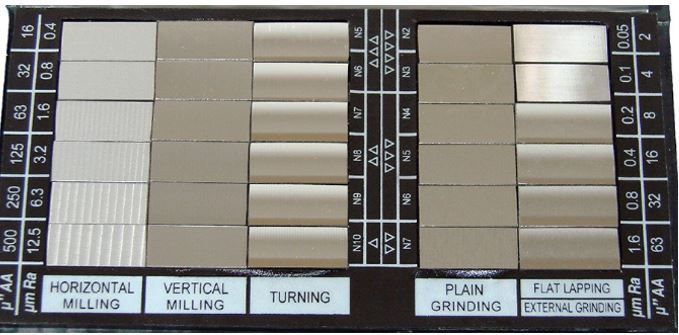
*BỀ MẶT THỬ NGHIỆM TIÊU CHUẨN
Bộ khối bề mặt tiêu chuẩn có sẵn, được gia công theo các giá trị độ nhám được chỉ định (là các bề mặt làm chuẩn theo từng cấp độ độ nhám quy định, đã được thử nghiệm, kiểm nghiệm nội bộ – ngoại bộ,còn được gọi là bề mặt chuẩn, mẫu chuẩn). Để ước tính độ nhám của mẫu thử đã cho, bề mặt được so sánh với tiêu chuẩn cả bằng trực quan lẫn thử nghiệm bởi phương pháp“[fingernail test] thử nghiệm bằng móng tay‘‘. Trong thử nghiệm này, người dùng nhẹ nhàng làm trầy xước bề mặt của mẫu thử và bề mặt chuẩn bằng móng tay, sau đó đánh giá kết quả là tiêu chuẩn nào gần nhất với mẫu thử. Các bề mặt thử nghiệm tiêu chuẩn là một cách thuận tiện cho người vận hành máy sử dụng để ước tính được độ nhám bề mặt sản phẩm gia công. Chúng cũng hữu ích cho các kỹ sư thiết kế trong việc đánh giá giá trị của độ nhám bề mặt nhằm chỉ định trên bản vẽ chi tiết.
*DỤNG CỤ ĐO STYLUS– ĐẦU ĐO(còn gọi là đầu dò, bút đo, mũi đo, kim đo, chốt đo, chốt dò … )
Nhược điểm của phương pháp“[fingernail test] thử nghiệm bằng móng tay‘‘là tính chủ quan của nó. Một số dụng cụ/ thiết bị đo loại đầu đo stylus có sẵn trên thị trường để đo độ nhám bề mặt tương tự như thử nghiệm bằng móng tay, nhưng khoa học hơn nhiều. Ví dụ là máy đo biên, được hiển thị trong Hình 5.17. Trong các thiết bị điện tử này, thì đầu đo stylus kim cương hình nón có bán kính tiếp điểm khoảng 0.005 mm (0.0002 in) và góc đỉnh 90º được di chuyển ngang qua bề mặt thử nghiệm với tốc độ chậm không đổi.Hoạt động được mô tả trong hình 5.18. Khi đầu đo được đặt di chuyển theo chiều ngang, nó cũng di chuyển theo chiều dọc để áp theo độ lệch bề mặt (tức là di chuyển lên xuống áp sát và chép định hình theo biên dạng của bề mặt). Chuyển động dọc được chuyển đổi thành tín hiệu điện tử đại diện cho địa hình bề mặt. Điều này có thể được hiển thị như là một biên dạng của bề mặt thực tế hoặc một giá trị độ nhám trung bình. Các thiết bị định hình sử dụng một mặt phẳng riêng biệt làm tham chiếu danh nghĩa để đối chiếu với các độ lệch được đo. Đầu ra là một biểu đồ của đường viền (đường bao) bề mặt dọc theo đường ngang của đầu đo stylus. Loại hệ thống này có thể xác định cả độ nhám và độ gợn sóng trên bề mặt thử nghiệm. Các thiết bị trung bình giảm độ lệch độ nhám xuống một giá trị duy nhất là Ra. Chúng sử dụng giá trượt trên bề mặt thực tế để thiết lập mặt phẳng tham chiếu danh nghĩa. Các giá trượt này hoạt động như một màng lọc cơ học để làm giảm ảnh hưởng của độ gợn sóng trên bề mặt; trong thực tế, các thiết bị trung bình bằng điện tử này sẽ thực hiện các tính toán như trong phương trình (5.1).
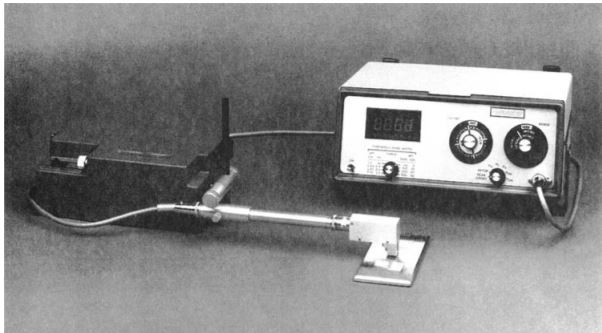
Hình 5.17 Thiết bị đo độ nhám bề mặt loại đầu đo –stylus.
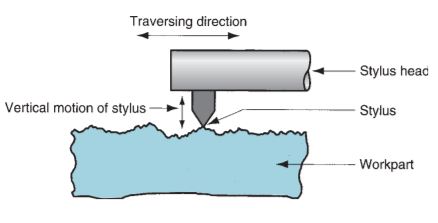
Hình 5.18Phác thảo minh họa hoạt động của dụng cụ đo loại có đầu đo stylus. Đầu đo stylus được đặt di chuyển theo chiều ngang qua bề mặt, đồng thời đầu đo stylus cũng di chuyển theo chiều dọc để áp theo biên dạng bề mặt. Chuyển động dọc được chuyển đổi thành một trong hai kết quả sau: (1) biên dạng bề mặt hoặc (2) giá trị độ nhám trung bình.

Thiết bị đo độ nhám cầm tay
*KỸ THUẬT QUANG HỌC
Hầu hết các dụng cụ đo để đo bề mặt khác triển khai ứng dụng các kỹ thuật quang học để đánh giá độ nhám.Những kỹ thuật này dựa trên sự phản xạ ánh sáng từ bề mặt, tán xạ ánh sáng hoặc khuếch tán, và công nghệ hồng ngoại (laze). Chúng rất hữu ích trong các ứng dụng mà đầu đo stylus tiếp xúc với bề mặt là không mong muốn. Một số kỹ thuật cho phép vận hành tốc độ rất cao, do đó làm cho việc kiểm tra 100% trở nên khả thi. Tuy nhiên, các kỹ thuật quang học không phải lúc nào cũng mang lại các giá trị tương quan tốt với các phép đo độ nhám được thực hiện bởi loại dụng cụ đo stylus.
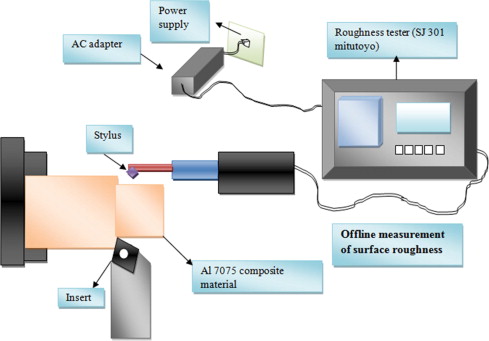
5.18 Cấu tạo của đầu đo độ nhám
Đánh giá tính toàn vẹn (nhất quán) của bề mặt
Tính toàn vẹn bề mặt khó đánh giá hơn độ nhám bề mặt. Một số kỹ thuật để kiểm tra xác nhận các thay đổi của lớp dưới bề mặt (lớp chất nền, lớp cơ chất) có tính phá hủy đối với mẫu vật liệu.Các kỹ thuật đánh giá tính toàn vẹn bề mặt bao gồm những nội dung dưới đây:
- Kết cấu bề mặt. Độ nhám bề mặt, chỉ định hình thể phủ bề mặt (Hình dạng mô phỏng bề mặt) và các biện pháp đo lường khác cung cấp dữ liệu sơ bộ về bề ngoài của tính toàn vẹn bề mặt. Loại thử nghiệm này tương đối đơn giản để thực hiện và luôn được đưa vào đánh giá tính toàn vẹn bề mặt.
- Khám nghiệm trực quan. Khám nghiệm trực quan (khám xét, kiểm nghiệm)có thể tiết lộ các lỗ hổng bề mặt khác nhau như vết nứt, rạn, lõm, gờ, sẹo, rỗ… Loại đánh giá này thường được tăng cường bằng kỹ thuật huỳnh quang và chụp ảnh.
- Khám nghiệm cấu trúc vi mô (tế vi). Điều này liên quan đến các kỹ thuật nghiên cứu kết cấu của kim loại và hợp kim tiêu chuẩn (kỹ thuật kim tướng học/ kim loại học) để chuẩn bị các yếu tố cần thiết cho việc thực hiện thí nghiệm đặt mặt cắt ngang và thu được quang ảnh (ảnh chụp tế vi) nhằm kiểm tra cấu trúc vi mô trong các lớp bề mặt so với lớp chất nền.
- Cấu hình biên dạng độ cứng vi mô. Sự khác biệt về độ cứng gần bề mặt có thể được phát hiện bằng các kỹ thuật đo độ cứng vi mô như Knoop và Vickers. Phần được cắt và độ cứng được phác họa giản đồ theo khoảng cách bên dưới bề mặt để thu được cấu hình biên dạng độ cứng của mặt cắt ngang.
- Cấu hình biên dạng ứng suất dư. Kỹ thuật nhiễu xạ tia X có thể được sử dụng để đo ứng suất dư trong các lớp bề mặt của chi tiết.
