Giới thiệu về CMM
Máy đo tọa độ (CMM) — được hiển thị trong hai biến thể của những dụng cụ có độ chính xác cao tinh vi này trong Hình 1 và là một công cụ đo được sử dụng rộng rãi để đo các đặc điểm hình học và kích thước vật lý thực tế của đối tượng được kiểm tra. CMM có thể được điều khiển bằng tay bởi người vận hành CMM hoặc là chúng có thể được điều khiển bằng máy tính – từ một chương trình xác nhận được sản xuất hoặc khởi tạo trước đó. Các chi tiết thành phần cần đo được thực hiện bằng cách sử dụng một số dạng đầu dò thường được gắn vào trục chuyển động của CMM. Các đầu dò như vậy có thể là: cơ khí; quang học; tia laze; hoặc ánh sáng trắng – chi tiết hơn sẽ được đề cập trong mục 3. Các CMM này là các công cụ chính xác có độ tin cậy cao, thu được giá trị số đọc kích thước của phôi từ động học chuyển động của sáu bậc tự do của nó, hiển thị các giá trị số đọc đó ở định dạng toán học.
a) CMM loại giàn khung (giàn cần cẩu)
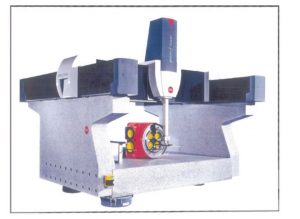
b)CMM loại bàn di dộng/ cầu nối cố định: CMM độ chính xác cực cao và sự kiểm tra đo lường bánh răng

Hình 1 Hai loại biến thể của máy đo tọa độ (CMM), các chi tiết truy vấn – với hệ thống dầu dò của chúng
Nói về lịch sử, đại diện CMM đầu tiên được phát triển bởi Công ty Ferranti của Scotland trong cuối những năm 1950, do nhu cầu cấp thiết để đo các chi tiết chính xác và tin cậy cao, mặc dù tại thời điểm này, CMM chỉ được trang bị với hai trục điều khiển. Các CMM thương mại thực sự đầu tiên dựa trên mô hình ba trục và đã được giới thiệu vào những năm 1960, bởi công ty đo lường DEA – ở Ý. Những biến thể CNC đầu tiên được công nghiệp hóa của CMM đã tạo nên sự hiện diện của chúng trong suốt những năm đầu 1970 – điển hình là bởi Công ty Sheffield ở Hoa Kỳ. Sau đó tại Đức, Leitz cũng đã thiết kế và chế tạo mô hình 3 trục với kết cấu máy cố định chất lượng cao, nhưng được trang bị thêm bàn di động.
CMM loại cầu nối nguyên mẫu được xây dựng theo ba trục trực giao, cụ thể là: trục X, trục Y, trục Z, chúng thường được trang bị đầu dò – xem cách sắp xếp theo sơ đồ được thể hiện trong Hình 2. Một số lưu ý quan trọng là tại thời điểm phát triển của CMM, phụ kiện đầu dò kích hoạt-cảm ứng quan trọng này đã được thiết kế rõ ràng cho thiết bị đo CMM mới phát triển lúc bấy giờ – là một yêu cầu thiết yếu để cho phép chúng vận hành và phát huy toàn bộ tiềm năng đo lường của chúng. Những thiết bị đầu dò sáng tạo này ban đầu được thiết kế, chế tạo và thử nghiệm vào những năm 1970, bởi Ngài David R. McMurtry, Giám đốc điều hành tại Renishaw plc (Anh) – Về chủ để đầu dò này sẽ được đề cập nhiều hơn ở mục 3.
Trên thực tế, một CMM thường có mỗi trục trực giao với nhau (tức là ở 90°), được định cấu hình trong một hệ tọa độ ba chiều đặc trưng. Mỗi trục tuyến tính này cũng có một hệ thống thang đo tuyến tính tương ứng xác định vị trí chính xác của đầu dò trên trục đó. CMM có thể được vận hành bởi người kiểm tra có trình độ phù hợp – dưới sự điều khiển bằng tay – hoặc từ một chương trình CNC hoàn toàn tự động. Kết quả của trường hợp thứ hai, CMM sẽ đọc dữ liệu đầu vào từ đầu dò chạm hoặc quét theo chỉ dẫn trong chương trình CNC tự động và được chỉ định trước. Kết quả là, CMM sau đó sẽ sử dụng các tọa độ X, Y và Z cho từng điểm thuộc tính này, xác định cả kích thước và vị trí của đối tượng được kiểm tra với độ chính xác và độ tin cậy micromet. Hơn nữa, CMM cũng có thể được khai thác trong quy trình sản xuất/ lắp ráp tổng thể, kiểm tra các chi tiết hoặc các tổ hợp lắp ráp dựa trên ý định thiết kế của công ty. Vì lý do đó, bằng cách ghi lại chính xác các tọa độ X, Y và Z này của mục tiêu đo lường, các điểm kích thước sau đó được tạo ra và được phân tích – thông thường bằng các thuật toán hồi quy riêng để tạo ra các tính năng thành phần. Những điểm này thường được thu thập bằng cách sử dụng một đầu dò – mà như đã đề cập trước đó – chúng được định vị thủ công bởi người kiểm tra / người vận hành có kinh nghiệm hoặc chúng có thể tự động đạt được và đo bằng điều khiển máy tính trực tiếp (DCC: Direct Computer Control). Lưu ý là một DCC có thể được lập trình lặp lại để đo toàn bộ chuỗi các chi tiết giống nhau, do đó nó có thể được coi là một CMM, trong đó nó là một dạng robot công nghiệp chuyên biệt – có lẽ tương tự như mô hình được nêu dưới đây.
| a) Cân bằng lực trong kích hoạt cảm ứng
|
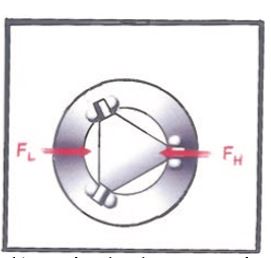
b)Hướng lực lượng cao và thấp
|
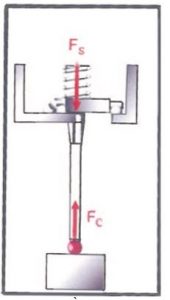
c) Cân bằng lực theo phương Z
|
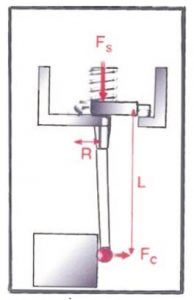
d) Điểm chốt xoay – điểm tựa dạng khớp cầu

e) Giảm đồ biến thể hành trình ban đầu (hành trình sớm)
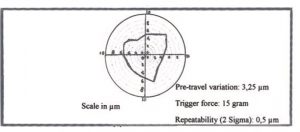
Hình 2 Cấu tạo đầu dò kích hoạt-cảm ứng và hoạt động của nó

Hình 3 CMM cánh tay đòn kiểu ngang/ công xôn(dầm chìa đỡ)
Hình 3 CMM này được trang bị với phần mềm phân tích và bề mặt tự do của công ty HOLOS® NT, có độ chính xác: 25 + L/100 ≤ 60 µm. Tại thời điểm này, nó đang được sử dụng để đo lường đầy đủ và tự động đạt được các tính năng quan trọng, chẳng hạn như cửa ô tô, với một đầu dò có thể điều chỉnh và có khớp nối.
Trong đó:
- Cantilever: Công xôn (dầm chìa đỡ)
- Moving bridge: Cầu nối di động
- Fixed bridge: Cầu nối cố định
- Horizontal arm: Cánh tay ngang
- Gantry: Giàn (giàn cần cẩu)
- Column: Cột (trục đỡ/ cột chống)
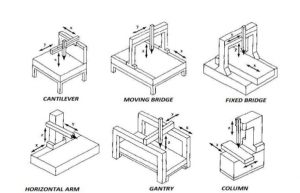
Hình 4 CMM – các dạng điển hình theo cơ cấu giá đỡ
