HÀN GIÁP MỐI VÁT MÉP CHỮ V Ở VỊ TRÍ SẤP, DÙNG TẤM ĐỆM
Mục đích:
Hình thành kỹ năng hàn giáp mối vát mép chữ V ở vị trí sấp dùng tấm đệm.
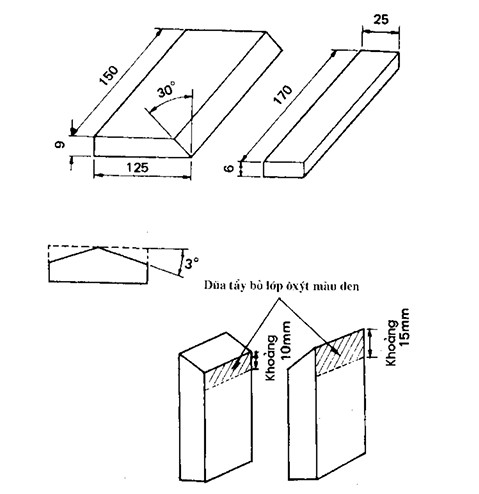
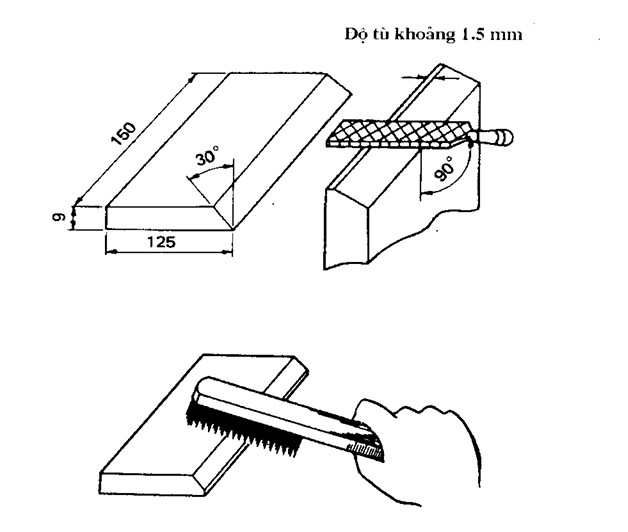
Vật liệu:- Thép tấm (9 X 125 X 150) mm X 2 tấm. – Tấm đệm thóp (6 X 25 X 170) mm x 1 tấm. – Que hàn (D4301, phi 4).
Thiết bị và dụng cụ, Bô bảo hộ lao động.
Bộ dụng cụ làm sạch. – Ampe kế. – Đũa.
– Làm sạch bề mặt vật hàn
Hàn đính
– Gá lắp vật hàn và tấm đệm trên đồ gá.
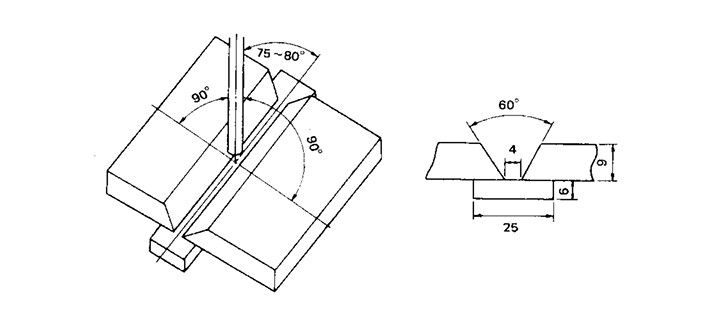
– Điểu chỉnh khe hư giữa hai phôi là 4 mm
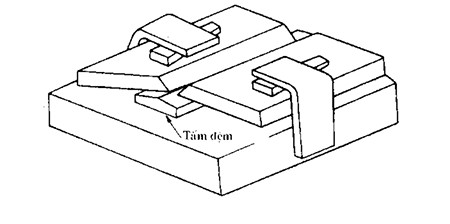
– Hàn đính chắc chắn và không gây ảnh hưởng tới quá trình hàn mặt trên.
– Kiểm tra và hiệu chỉnh góc bù biến dạng khi hàn khoảng 3°.
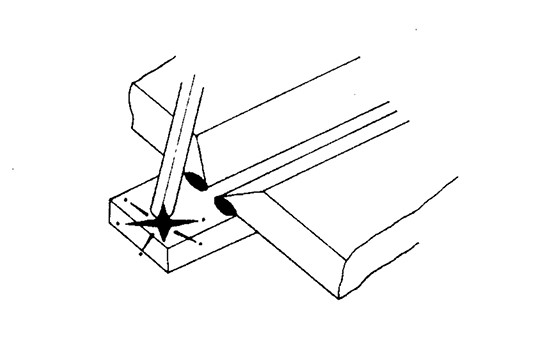
Gây hồ quang
– Gây hồ quang tại đầu tấm đệm.
– Đưa hồ quang vào khe hàn sau khi hồ quang đã cháy ổn định.
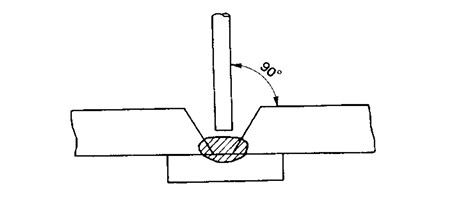
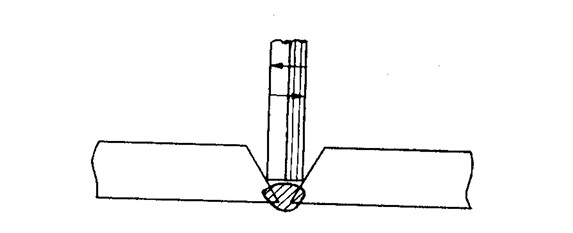
Hàn lớp thứ nhất
– Điều chỉnh cường độ dòng điện hàn ờ mức 180 A.
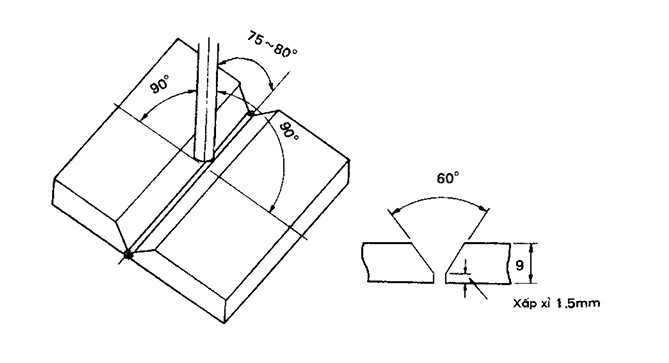
– Điều chinh que hàn vuông góc với bề mặt vật hàn theo hướng nhìn dọc theo mối hàn và nghiêng với hướng hàn một góc 75° ~ 80°.
– Không chuyến động ngang que hàn.
– Điều chỉnh cho hồ quang luôn chĩa vào phần đau bẽ’ hàn.
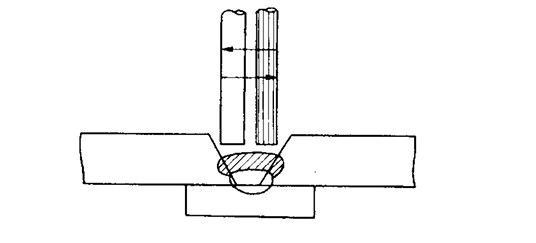
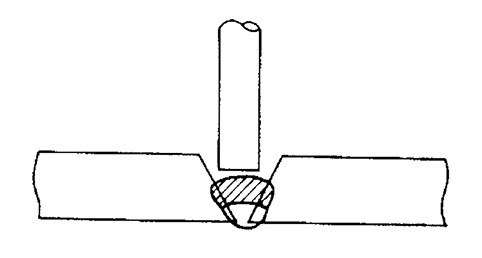
Hàn lớp thứ hai
– Gõ sạch xỉ của lớp thứ nhất và làm sạch cẩn thận.
– Điều chỉnh cường độ dòng điện hàn ở mức 170 A.
– Điêu chính góc độ que hàn tương tự như hàn lớp thứ nh ất.
– Chuyên dộng ngang que hàn trong quá trình hàn như hình VC.
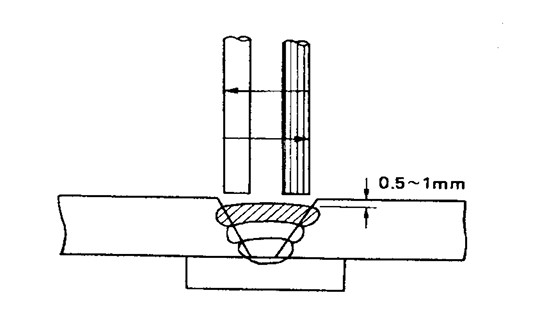
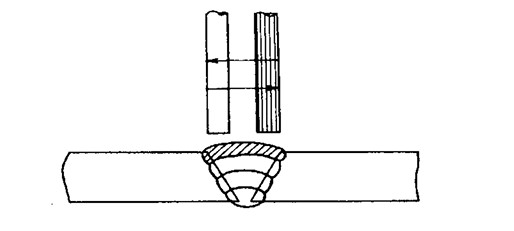
Hàn các lớp tiếp theo
– Điều chinh cường độ dòng điện hàn ở mức 165 A.
– Chuyển động ngang que hàn trong qua trình hàn như hình vẽ,
– Chiều cao lớp hàn gần cuối cùng thấp hơn be mặt vật hàn (0,5 ~ 1) mm.
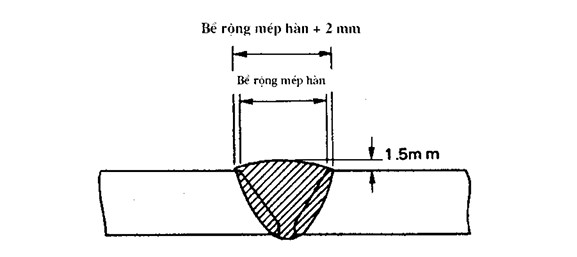
Hàn lớp cuối cùng
– Điều chính cường độ dòng điện hàn ở mức (150 ~ 160) A,
– Chuyển động ngang que hàn trong quá trình hàn.
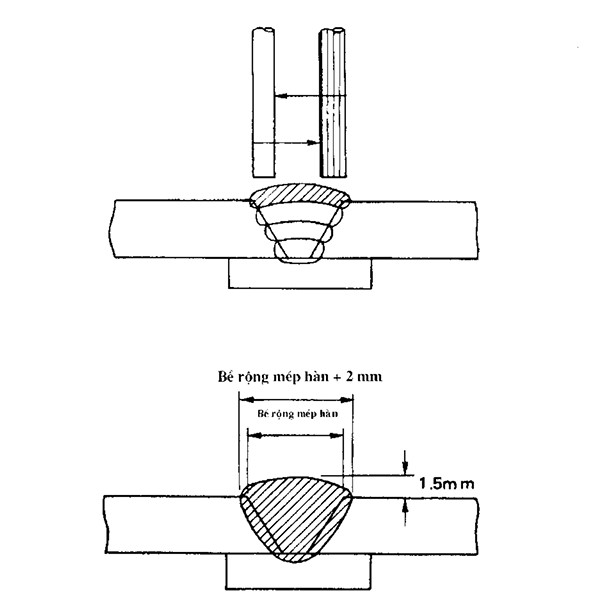
– Đưa que hàn chuyển động ngang với bề rộng bằng khoảng cách hai mép ngoài của cạnh hàn.
– Điều chinh cho mối hàn vượt quá mép ngoài cạnh hàn mỗi bên khoang 1mm.
– Chiều cao mối hàn không quá 1.5 mm.
Kiểm tra
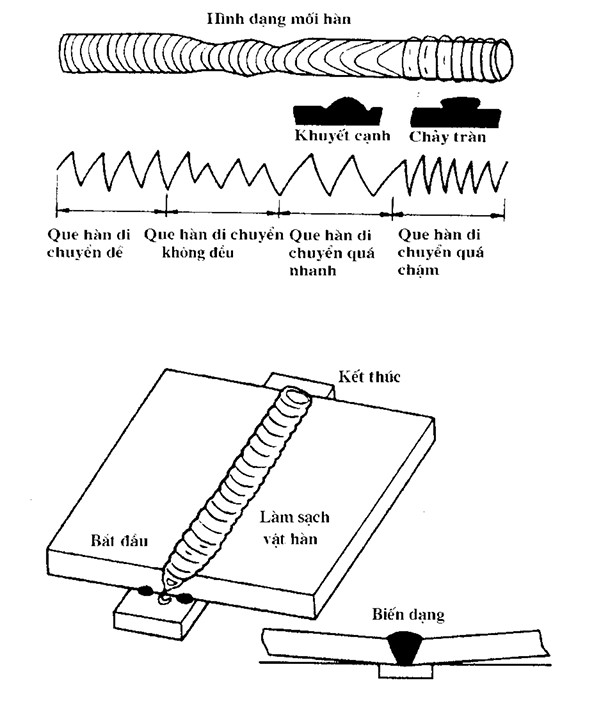
- – Hình dạng mối hàn (bề rộng mối hàn, chiều cao mối hàn và vảy hàn).
- – Điểm đầu và điểm cuối đường hàn.
- – Khuyết cạnh và chảy tràn.
- – Biến dạng vật hàn.
- – Kim loại bắn tóe, xí hàn.
HÀN GIÁP MỐI VÁT MÉP CHỮ V Ớ VỊ TRÍ SẤP, KHÔNG CÓ TẤM ĐỆM
Mục đích:
Hình thành kỹ nàng hàn giáp mối vút Tmép chữ V có khe hở ở vị trí sấp không dùng tấm đệm.
Vật liệu:- Thép tấm (9 X 125 X 150) mm X 2 tấm. – Que hàn (D 43 16, ộ 3.2 ; D4301, ộ 4 ).
Thiết bị và dụng cụ: – Bộ bảo hộ lao động. – Bộ dụng cụ làm sạch. – Ampe kế. – Dũa.
Công tác chuẩn bị
– Chuẩn bị cạnh hàn lương tự như khi hàn có tấm đệm.
– Dũa phẩn lừ của cạnh hàn đều nhau.
– Kích thước phan tù khoảng 1.5 mm.
– Làm sạch bề mặt vật hàn.
. Hàn đính
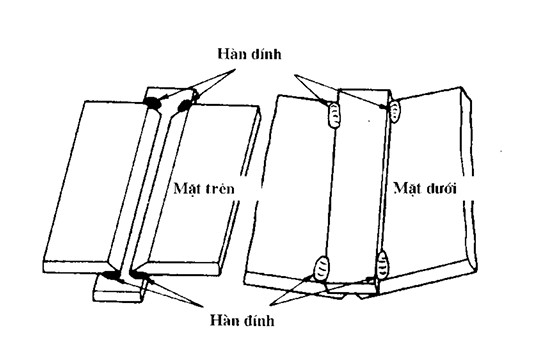
– Hàn đính hai đầu ở mặt sau.
– Hàn đính chắc chắn, tránh gây ánh hưởng tới mối hàn mặt trước.
Điều chỉnh khc hở giữa hai phôi khoảng 1.5 mm.
– Điều chỉnh góc bù biến dạng khi hàn khoang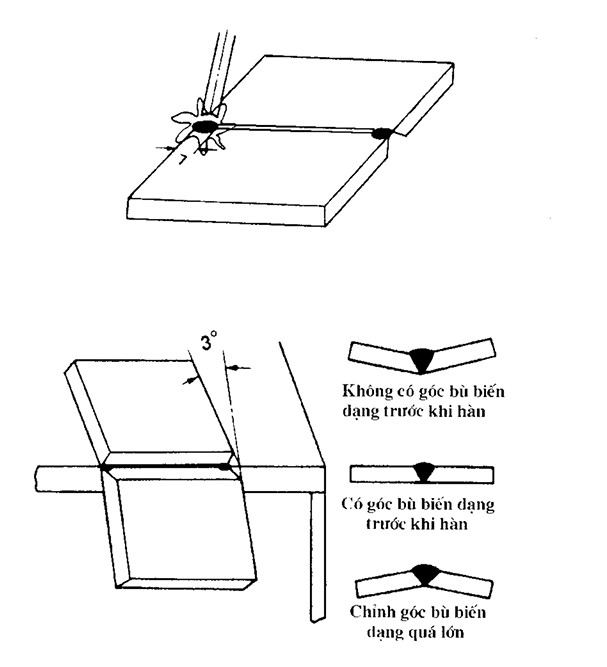
Gây hồ quang
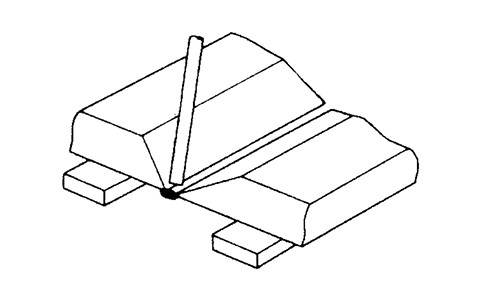
– Kê hai thanh đỡ thang bằng phía dưới vật hàn.
Gây hồ quang tại điểm da hàn đính ở đầu đường hàn và tiến hành hàn khi hồ quang cháy ổn định.
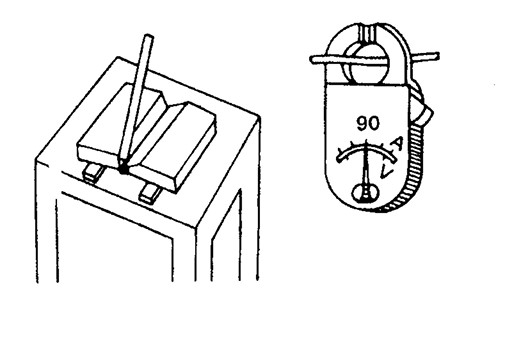
Hàn lớp thứ nhất
– Sử dụng que hàn D4316, đường kính 3.2 mm.
– Điều chính cường độ dòng điện hàn ở mức 90 A.
– Điều chỉnh que hàn vuông góc với bề mặt vật hàn theo hướng nhìn dọc theo mối hàn và nghiêng với hướng hàn một góc 75° ~ 80°.
– Chuyển động ngang que hàn trong quá trình hàn như hình ve.
– Đưa que hàn chuyên động dọc theo khe hàn và dùng hồ quang ngắn
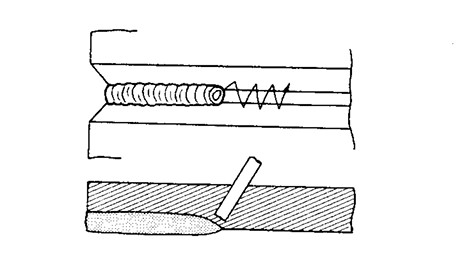
– Xét đoán sự hình thành mối hàn thông qua tiếng hồ quang cháy.
– Điều chỉnh sao cho mặt dưới mối hàn lồi đều.
Hàn lớp thứ hai
– Gõ xỉ và làm sạch xỉ cùa lớp thứ nhất.
– Sử dụng que hàn D4301, đường kính 4 mm.
– Điều chỉnh cường độ dòng điện hàn ở mức 1
– Góc độ que hàn tương tự như hàn lớp thứ nhất.
– Không chuyển động ngang que hàn.
Hàn lớp thứ ba
– Điều chỉnh cường độ dòng điện hàn ở mức 170 A.
– Chuyển động ngang que hàn.
– Chiều cao mtối hàn thấp hơn bề mặt vật hàn khoang (0.5 ~ 1) mm.
Hàn lớp cuối cùng
– Điều chỉnh cường độ dòng điện hàn ở mức 160 A.
– Chuyển động ngang que hàn với bé rộng không vượt quá mép cạnh hàn.
– Điều chỉnh cho bề rộng mối hàn lớn hơn 2 mm so với bề rộng mép hàn.
– Chiều cao mối hàn không quá 1.5 mm.
. Kiểm tra
- – Hình dạng mối hàn (bề rộng mối hàn, chiều cao mối hàn và vảy hàn).
- – Điểm đầu và điểm cuối đường hàn.
- – Khuyết cạnh và chảy tràn.
- – Biến dạng vật hàn.
- – Độ ngấu mới hàn.
- – Kim loại bắn tóe, xỉ hàn
