Khái niệm hàn MIG
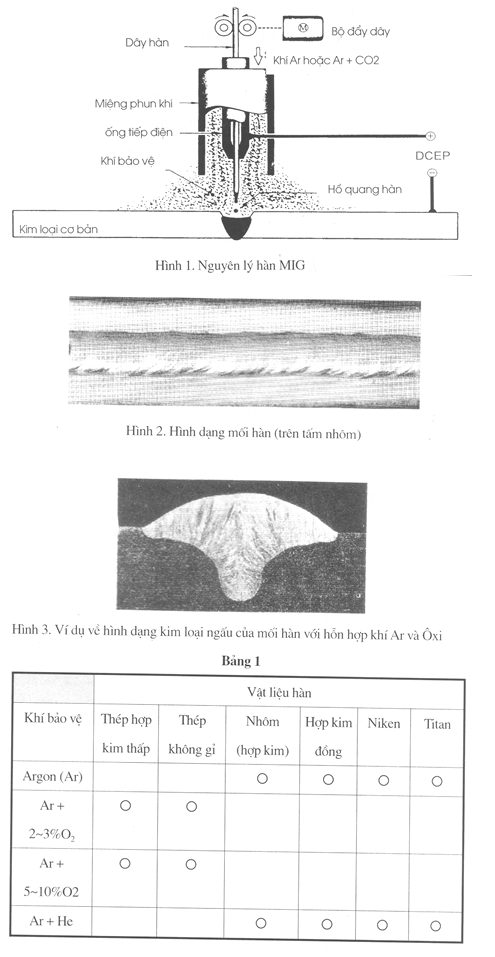
Hàn MIG là chữ viết tắt của “Metal Inert Gas Arc” nghĩa là “Hàn hồ quang trong môi trường khí trơ với điện cực nóng chảy”. Phương pháp hàn MIG tương tự như hàn trong môi trường khí bảo vệ CO3 (xem hình 1). Hàn MIG là phương pháp tạo hồ quang giữa kim loại hàn và dây hàn trong môi trường khí trơ như khí Argon (Ar) hoặc He li (He). Đây là phương pháp hàn bán tự động, dây hàn được đưa vào vùng hàn liên tục nhờ bộ phận đẩy dây, dây hàn là loại dày đặc có chất lượng và thành phần tương lự như kim loại hàn và không cần thêm chất khử, khí trơ không phản ứng với kim loại nóng chảy và bảo vệ vùng hàn khỏi không khí rất tốt.
Khi các kim loại dễ bị Ôxi hoá như nhôm và hợp kim nhôm, nên sử dụng khí trơ.
Khi hàn thép không gỉ, dùng hỗn hợp khí Argon với 2% Ôxi sẽ làm cho hồ quang cháy ổn định và vẫn giữ được hoạt động làm sạch của khí trơ (nếu sử dụng khí argon nguyên chất, hồ quang cháy không ổn định). Khi hàn thép hợp kim thấp, có thể sử dụng hỗn hợp khí CO2 và Argon. Dây hàn nóng chảy và chuyển dịch tia ở dòng điện hàn cao, hình dạng mối hàn đẹp với độ ngấu sâu dạng “ngón tay” và bắn toé kim loại ít.
Tuy nhiên, ở dòng điện hàn thấp, chuyển dịch kim loại lỏng là chuyển dịch cầu, mức độ bắn toe nhiều hơn. Dơ đó, phương pháp hàn MIG xung được phát triển, cho phép dòng điện hàn tăng định kỳ với hệ thống chuyển dịch tia thậm chí ngay cả khi hàn bằng dòng thấp. Hệ thống này cũng được sử dụng cho hàn tấm nhôm (hợp kim) mỏng. Khi sử dụng khí bảo vệ như Argon, Heli hay khí hổn hợp, chúng ta không thể sử dụng hàn MIG trong trường hợp gió mạnh bởi vì hàn MIG dễ bị ảnh hường của gió. Chúng ta cần báo vệ vùng hàn khỏi tác động của gió.
2. Các kiểu chuyển dịch giọt kim loại trong hàn MIG
Chuyển dịch giọt kim loại trong hàn MIG có 3 loại:
“chuyển dịch tia”
“Chuyển dịch cầu”
”chuyến dịch ngắn mạch”.
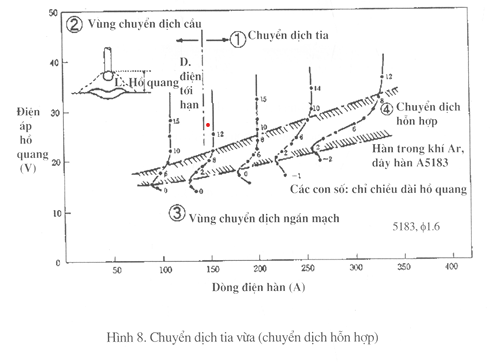
Ngoài ra còn có “chuyển dịch hỗn hợp”. Chúng ta gọi đó là “Mezzo-Spray transfer-chuyển dịch tia vừa”.
(1) Chuyển dịch tia
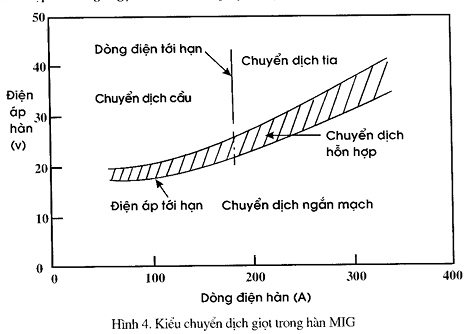
Đây là trạng thái mà dây hàn nóng chảy thành những giọt nhỏ và chuyển dịch vào kim loại hàn liên tục và nhanh. Chuyển dịch tia xảy ra trên dòng thời hạn của hàn MIG.
Dòng tới hạn nghĩa là dòng điện hàn mà tại đó trạng thái của chuyên dịch kim loại thay đổi. Trong kiểu hàn này, kim loại nóng chảy trên đầu dây hàn bị kéo theo chiều dọc và chuyển qua hồ quang thành giọt nhỏ hơn nhiều so với đường kính của dây hàn.
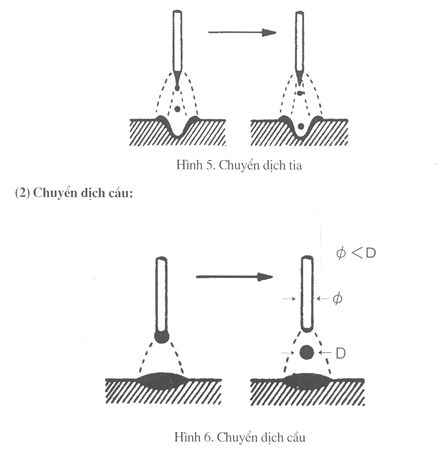
Trong trường hợp dòng điện hàn thấp hơn dòng điện tới hạn, chuyển dịch cầu xảy ra. Chuyển dịch này cho thấy trạng thái các giọt bằng hoặc lớn hơn đường kính của dây hàn. Mức độ bắn toé tăng lên so với chuyển dịch khác.
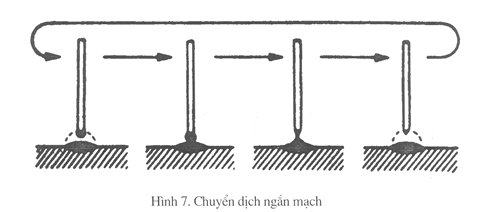
(3) Chuyên dịch ngắn mạch.
Đây là kiểu chuyển dịch cho thấy trạng thái nhỏ giọt ngắn mạch với kim loại hàn và tạo hồ quang. Chúng ta có thể gọi chuyển dịch này là “hồ quang ngắn”. Tần suất của ngắn mạch là 50 ~ 150 lần trên giây. Hàn chuyển dịch ngắn mạch thường được sử dụng trong hàn kim loại mỏng, hàn đứng và hàn trần.
(4) Chuyên dịch tia vừa (chuyên dịch hỗn hợp)
Chuyển dịch này nằm ở khoảng giữa của chuyển dịch ngắn mạch và chuyến dịch tia. Thực tế, hàn MIG cho các loại hợp kim nhôm thường dùng kiểu chuyển dịch này.
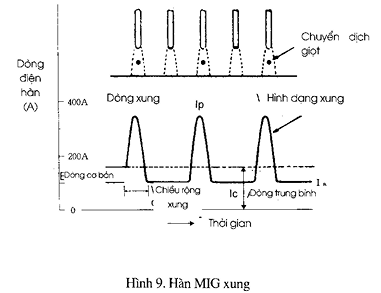
3. Hàn MIG xung
Chuyển dịch tia là lý tường trong hàn MIG. Tuy nhiên, hàn MIG bình thường không thể hàn vật liệu mỏng bàng dòng điện hàn cao. Đôi khi khó sử dụng hàn MIG cho nhôm, hợp kim đồng hoặc thép đặc biệt. Trong trường hợp đó hàn MIG xung trở
nên có hiệu quả.
Hàn xung được sử dụng với dòng xung cao (Ip) theo chu kỳ và phương pháp chuyển dịch các giọt kim loại nhỏ từ đầu dây hàn bởi lực co thắt xuất hiện do dùng xung cao. Dòng cơ bản (Ib) làm nóng chảy đầu dây hàn và dòng xung cao sẽ cắt kim loại nóng chảy thành những giọt nhỏ. Hàn MIG xung được sử dụng để hàn thép mỏng và các loại vật liệu kim loại đặc biệt.
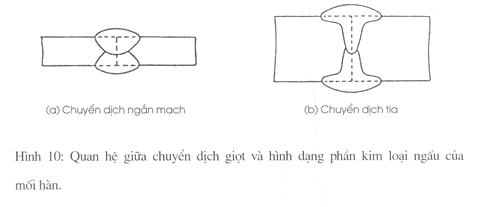
4. Quan hệ giữa chuyển dịch giọt và hình dạng phần kim loại ngấu của môi hàn
Hình dạng phần kim loại ngấu trong chuyển dịch ngắn mạch là hình bán nguyệt giống như đáy chảo khi hàn MAG/C02 và hàn hồ quang bằng que hàn. Hình dạng phần kim loại ngấu trong chuyển dịch cầu hoặc chuyển dịch tia vừa là hình “ngón tay” do chuyển dịch của giọt ở tốc độ cao bằng dòng plasma.
Độ rộng phần kim loại ngấu hình ngón tay hẹp hơn độ rộng mối hàn. Do đó, chúng ta phải chĩa đầu dây hàn vào đúng đường hàn.
5. Hoạt động làm sạch trong hàn MIG
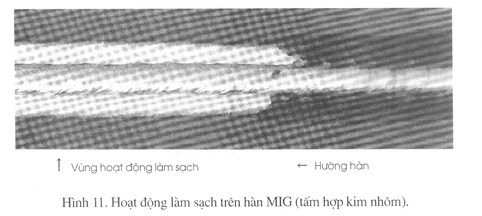
“ Hoạt động làm sạch” xuất hiện trong hàn MIG dòng điện một chiều, điện cực nối dương trong môi trường bảo vệ khí Argon. Bề mặt nhôm luôn bị bao phủ bởi một lớp ôxít nhôm có nhiệt độ nóng chảy cao (2020°C).
Nhiệt độ này cao hơn nhiều so với nhiệt độ nóng chảy của nhôm nguyên chất. Vì vậy khi hàn, nhôm nóng chảy còn ôxít nhôm không nóng chảy sẽ nằm lại trong kim loại mối hàn. Như vậy khó có thể tạo được mối hàn tốt khi hàn bàng que hàn hoặc hàn khí. Muốn được, lớp ôxít nhôm phải được làm sạch bàng thuốc hàn.
Tuy nhiên, hàn MIG và hàn TIG dòng điện một chiều dùng khí bảo vệ argon có thể làm sạch được lớp ôxít nhôm bằng cách điện cực đấu với cực dương của nguồn hàn. Đây được gọi là “hoạt động làm sạch”. Khi điện cực được nối vói điện dương (+), các điểm sáng nhỏ ca tốt xuất hiện trên lớp ôxít và di chuyển quanh lớp ôxít. Điểm ca tốt này có sự tập trung dòng điện rất cao sẽ phá huý lớp ôxít bằng cách làm nóng chảy và bay hơi.
Các điện tử được phát ra từ điểm ca tốt của bề mặt kim loại hàn tới cột hổ quang.
Đồng thời, các ion dương của khí Argon bị ion hoá sẽ được gia tốc bởi sự sụt áp và va chạm, bấn phá về phía bề mặt vật hàn, phá huỷ và làm sạch lớp màng ôxít. Điểm ca tốt có xu hướng xuất hiện ở điểm có ôxít, diem ca lốt sẽ di chuyển trên lớp ôxít và các ion dương va đập mạnh vào lớp ôxít, do đó làm sạch be mặt kim loại hàn.
Hình 11 cho thấy các điểm mà qua đó hồ quang đi qua, màng ôxít được tẩy sạch, bề mặt trắng hơn xuất hiện gần mối hàn. Phương pháp này cũng được áp dụng với hàn nhôm. Hoạt động làm sạch hầu như không phụ thuộc vào dòng điện hàn, độ dài hồ quang và tốc độ hàn.
Tuy nhiên tốc độ dòng chảy và loại khí bảo vệ có ảnh hưởng: khi tốc độ dòng chảy không đủ hoặc dùng khí trơ nhẹ như hcli, thì hoạt động yếu, trong khi khí argon trộn với không khí thì không có hoạt động làm sạch. Thêm Hydro vào thì sẽ lăng cường hoạt dộng làm sạch. Với loại mối ghép giáp mối không vát cạnh, vát V ở một chi tiết hoặc góc vát quá nhỏ thì đáy của các rãnh sẽ khó làm sạch.
Do đó, xử lý nhiệt trước khi hàn cần được thực hiện, hoặc bán kính của đáy rãnh nên làm nhỏ. Trong trường họp hàn nhôm, bề mặt nên được làm sạch bàng chải thép không gi. Khi hàn thép không gỉ bằng hàn M IG , do ưạng thái động của điểm ca tốtlàm nhiễu chuyển dịch giọt, nên cần cho thêm 2% Ôxi vào Argon.
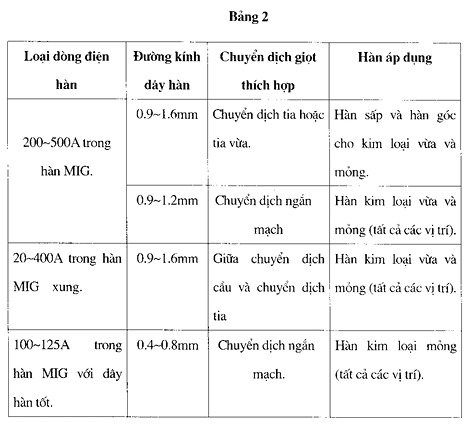
6. Áp dụng chuyên dịch giọt thích hợp trong hàn MIG.
7. Chê độ hàn
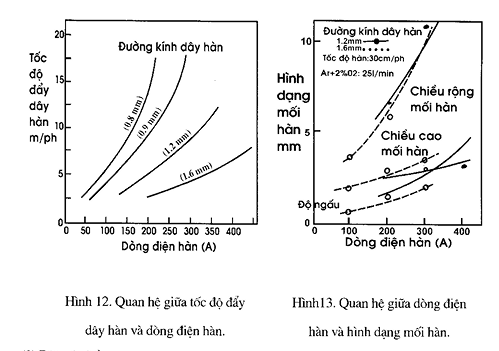
(1) Dòng điện hàn
Khi dòng điện hàn tăng, tốc độ đẩy dây hàn, tốc độ chảy, độ rộng mối hàn, độ ngấu và chiều cao phần đắp của hàn tăng. Cùng dòng điện hàn như nhau, dây hàn nhỏ
sẽ nóng chảy nhiều và nhanh.
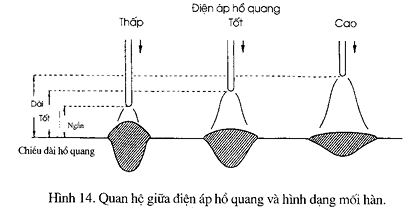
(2) Điện áp hồ quang
Khi điện áp hồ quang tăng, độ dài hổ quang sẽ tăng và phần kim loại đắp của môi hàn sẽ phẳng. Khi điện áp hồ quang giảm, chiều dài hổ quang sẽ ngắn và kim loại đắp của mối hàn sẽ lồi lên. Điện áp hổ quang ảnh hưởng đến sự ổn định của hồ quang và số lượng hạt kim loại bắn toé
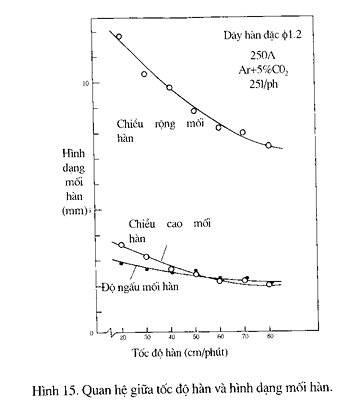
(3) Tôc độ hàn
Trong trường hợp dòng điện hàn và điện áp hổ quang không đổi, nếu tốc độ hàn lãng, độ rộng mối hàn, độ ngấu và chiều cao phần đắp SC giảm.
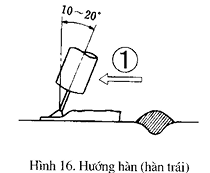
8. Thao tác mỏ hàn
Nên sử dụng phưưng pháp hàn trái trong hàn MJG. Trong quá trình hàn, đẩỵ mỏ hàn về phía trước chứ không nên kéo mỏ hàn như là trong hàn hồ quang bàng que hàn.
Giữ mỏ hàn hoạt động ở góc 10-20° theo phưong thẳng đứng và đẩy mỏ hàn về phía trước.