Mối ghép ren được sử dụng nhiều trong các chi tiết máy móc như bu-lông, đai ốc. Có nhiều loại mối ghép ren tùy thuộc vào cách sử dụng như: Ren siết chặt cho các bộ phận của máy móc, ren truyền chuyển dộng cho các bộ phận của máy, ren để điểu khiển số trong máy, ren trong các cơ cấu dẫn hướng…
Các chi tiết của máy và các bộ phận được lắp ghép với nhau bang các mối ghép ren để làm giảm độ rung và ngăn không cho nước và không khí lọt vào và hạn chế sự dịch chyển của các chi tiết trong khi máy hoạt động. Bởi vậy có rất nhiều kiểu lap ghép mối ghép ren.
Mục đích của việc lắp ghép mối ghép ren là làm khít bu-lông và làm giảm khoảng cách giới hạn của bu-lông, làm cho bu-lông không còn lỏng nữa. Kiểm tra độ khít là rất khó và còn có khả náng làm cho sinh ra bụi và các tạp chất như dầu, nước trong các bộ phận máy. Trong thực tế hoạt động, kiểm tra độ khít phần lớn bằng giác quan và kinh nghiệm, rất khó tiến hành để kiểm tra như lý thuyết.

Tuỳ theo độ bền lắp ghép mối .ghép ren mà siết với áp lực phù hợp: (1) Độ bền của bu-lông. (2) Chất liệu và độ bền của bu-lông sẽ được siết như thế nào. (3) Cỡ và loại dụng cụ được dùng. (4) Độ bền cơ bản của các mối ghép và kinh nghiệm của người thợ. (5) Vị trí của mối ghép ren.
Cấu tạo và ứng dụng của mối ghép ren
Cấu tạo mối ghép ren
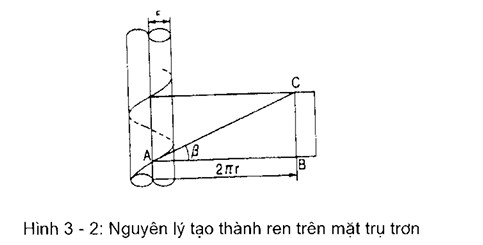
Như hình 3 – 2, khi mặt phải của hình tam giác ABC được bọc trong mặt tròn của xy-lanh, đoạn dốc AC vẽ theo đường cong chạy dọc theo bể mặt trụ.
Đường cong này gọi là đường xoắn ốc. Ren chuyển động sẽ giống như tam giác, hình thang hoặc hình vuông dọc theo đường xoắn trên bề mặt trụ.
Hình 3 – 3: trình bày các yếu tố cơ bản của ren. Với mối ghép ren có mặt phải và mặt trái tuỳ theo hướng của đường xoắn ốc. Thông thường nếu gọi là lắp ghép mối ghép ren, thì có nghĩa là lắp ghép mối ghép ren phải. Mối ghép ren trái chỉ áp dụng trong một sô’ trường hợp đặc biệt như để siết chặt đá mài.
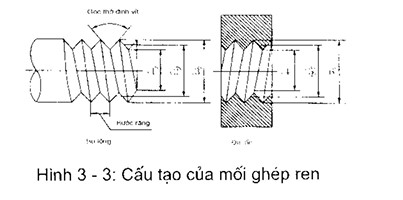
(1): Đường kính trong bu-lông. (3): Đường kính ngoài của bư-lông. a): Góc ren.
(2): Đường kính vòng chia. (P): Bước ren. (h): Chiều cao.
Khi cắt một rãnh theo đường xoắn ốc trên mặt trụ sẽ tạo ra một mối ghép ren. Đường kính ngoài là đường kính danh nghĩa của bu-lông và nó chỉ ra cỡ của mối ghép ren. Đường kính trong là kích thước quan trọng cho việc xác định độ bển và độ chính xác của mối ghép ren.
Mối quan hệ giữa (p) và (L): – P: Là bước ren là khoảng cách giữa đường tâm của hai ren kể tiếp nhau.
Đây là khoảng cách thực với tốc độ siết và lực của đinh vít có đơn vị là mm. – L: Là khoảng cách của điểm trên ren chuyển động theo hướng trục trong khi xoắn của mối ghép ren.
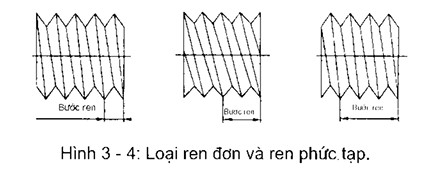
Thực tế, L và p có liên hệ với nhau theo công thức: L = nP (mm).
Trong đó, n là sổ vòng quay (số đường xoắn ốc). Khi giá trị L và p giống nhau thì đây là ren đơn.
Nhiều ren ốc phức tạp được tạo ra bằng cách cắt nhiều hơn 1 ren để thay đổi vị trí đầu tiên của đường xoắn ổc được gọi là ren nhiều đấu.
Hình dáng của của mối ghép ren và ứng dụng
Việc tiêu chuẩn hoá của mối ghép ren là rất quan trọng. Có hai tiêu chuẩn của của mối ghép ren là tiêu chuẩn theo mét và inch. Nếu theo hệ mét thì đơn vị đo được diễn tả bằng mm còn theo inch thì đơn vị đo được diễn tả bằng số
ren/inch.
Thông thường ren được phân thành 5 loại: ren tam giác, ren vuông, ren hình thang, ren hình trụ và ren tròn. Ren hình tam giác và ren hình trụ được dùng phổ biến và sẽ được trình bày sau.
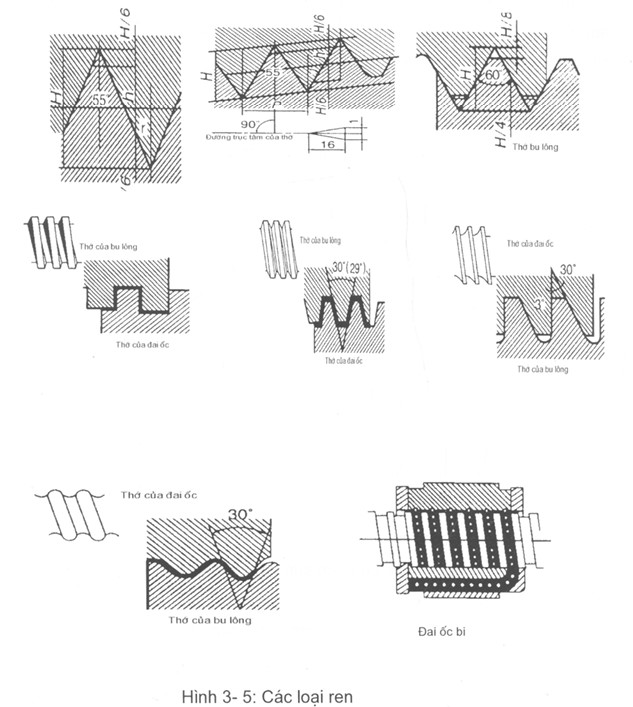
(a) Ren tam giác Ren này dùng trong bu-lông và đai ốc, hình tam giác cân và được dùng để kẹp chặt các chi tiết và các bộ phận máy.
Ren theo tiêu chuẩn hệ mét được diễn tả đường kính của ren bằng đơn vị đo mm, góc ren là 60°, sức bền và độ ma sát của ren phù hợp với việc siết chặt bu-lóng đai ốc.
Ren bước nhỏ được dùng trong lắp ghép với các chi tiết, các bộ phận chịu tải trọng động. Thường dùng trong công nghiệp sản xuất ôtô, máy bay dùng trong các bộ phận đòi hỏi độ bền chặt cao.
(b) Ren tròn
Thùng sắt chứa ren tròn có ren trong và ren ngoài và có hệ số ma sát nhỏ, tiến hành như ren phản hổi mà không cần giật lùi. Bởi vậy nó được dùng ở trong máy công cụ NC và phụ tùng ô tô.
Các loại bu-lông và ứng dụng
Bu-lông được tạo ra bằng cách cắt ren trên đường bao ngoài của cung tròn và chất iiệu của thép mềm, thép dẻo, hợp kim đồng và hợp kim chống ăn mòn chúng được dùng tuỳ theo ứng dụng của nó. Để lắp ráp vào các bộ phận của máy, có các loại bu-lông sau: bu-lông thẳng, bu-lông ren (kiểu vòi nước), bu- lông kiểu mỏ neo được biểu diễn như ỏ hình 3 – 6.
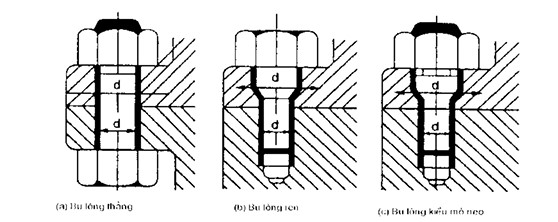
– Bu-lông thẩng được dùng phổ biến: sau khi khoan lỗ tâm thẳng với đường kính từ 1-2 mm hoặc rộng hơn để kết nối các bộ phận, bu-iông đặt thẳng vào lỗ tâm và siết chặt.
– Bu-lông ren (kiểu vòi nước) không có đai ốc: Ren cái cắt một phần của chi tiết để kết nối và cả hai phần của chi tiết được nối với nhau bằng đinh vít (bu-lông kiểu đinh ốc siết chặt vào ren cái).
– Bu-lông kiểu mỏ neo: được tạo ra bằng cách cắt ren trên cả hai phấn đầu của cung tròn. Một đầu đinh vít siết chặt vào thân chi tiết, bu-lông đặt trên thân và đai ốc nằm ở đầu bên kia. Từ các chi tiết có thể gá hoặc không gá bằng cách siết chặt hoặc di chuyển các đai ốc, bu-lông có thể bị mòn ren khi thay đổi như tháo ra, lắp vào hoặc di chuyển các bộ phận của máy.
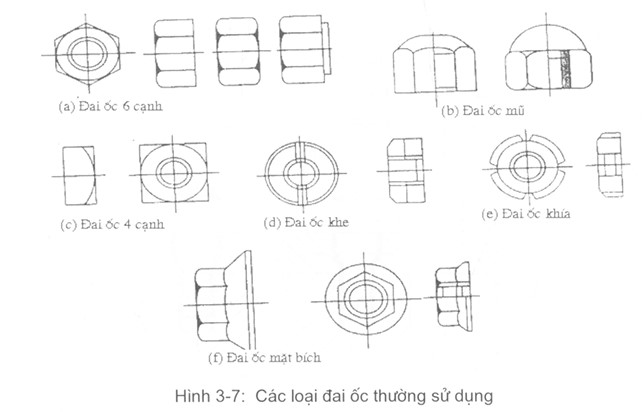
Đai ốc
Đai ốc 6 cạnh có đầu hình lục giác và được sử dụng rộng rãi. Có đai ốc 6 cạnh nhưng có loại không đến 6 cạnh. Loại đai ốc 6 cạnh được dùng ở những bộ phận đòi hỏi độ bền vững cao hoặc nó có tác dụng như là một cái chốt.
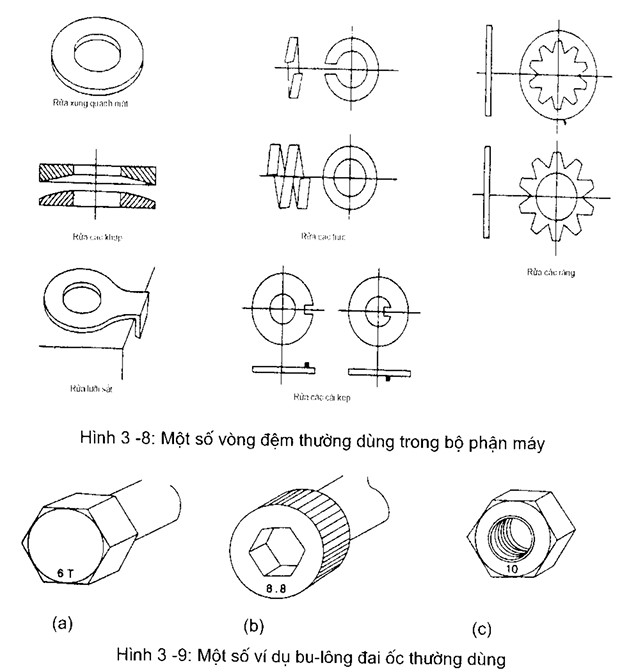
Vòng đệm
Vòng đệm được sử dụng trong trường hợp lỗ tâm của bu-lông quá to, vùng bề mặt nhấp nhô hoặc bề mặt thô, chỗ vật liệu có sức chịu đựng kém hoặc chỗ bị ảnh hưởng chấn động và áp lực khi máy hoạt động.
Mục đích của việc sử dụng vòng đệm là làm khít bề mặt và làm tăng sức chịu đựng của bề mặt chi tiết và chốt.
Vòng đệm được chia thành 4 loại: vòng đệm bằng, vòng đệm hình lưỡi, vòng đệm nhảy và vòng đệm có chốt răng.
Tiêu chuẩn của bu-lông
Tiêu chuẩn của bu-lông và đai ốc được diên tả bằng sự kết hợp cấp độ cuối cùng của vật liệu, các lớp ren và phân chia độ bền của máy móc sẽ cho
biết độ bền của bu-lông nên ta có thể chọn bu-lông tuỳ theo từng loại chi tiết máy. Lớp ren chính xác và độ bền của các lớp trong các chi tiết máy được diễn tả hình dưới. (1) Ví dụ về hình dáng của bu-lông và đai ốc Trên mỗi đai ốc và bu-lông được ghi số hoặc ký hiệu để cho biết cỡ và độ bền cũa nó. Hình 3-9 cho biết đặc điểm của bu-lông và đai ốc trên mỗi chi tiết
của máy.
– Hình 3-9(a) cho biết bu-lông với độ căng nhỏ nhất là 60N/mm2.
– Hình 3-9(b) cho biết bu-lông với độ căng nhỏ nhất là 80N/mm2và giá trị đem lại hiệu quả tốt nhất là 80% của 80N/mm2 (64N/mm2).
– Hình 3-9(c) cho biết đai ốc có độ bển đảm bảo sức tải là 600 N/mm2. (2) Sự kết hợp giữa đai ốc và bu-lông Dùng đai ốc chỉ đạt được độ bền thấp còn bu-lông thì đạt kết quả tốt hơn vì có thể nới lỏng tuỳ ý.
Độ dài thích hợp của ren
– Độ dài theo quy định chuẩn của ren và bu-lông gọi là độ dài thích hợp.
– Ren của đai ốc sẽ bị vỡ khi uốn hoặc bẻ.
Khi siết chặt bu-lông hoặc đai ốc, chiều dài phù hợp có thể lớn hơn 2-3 ren.
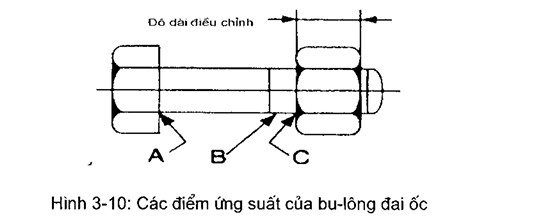
Ứng suất của điểm A khoảng 10%. ứng suất của điểm B khoảng 20%. ứng suất của điểm c khoảng 60%.
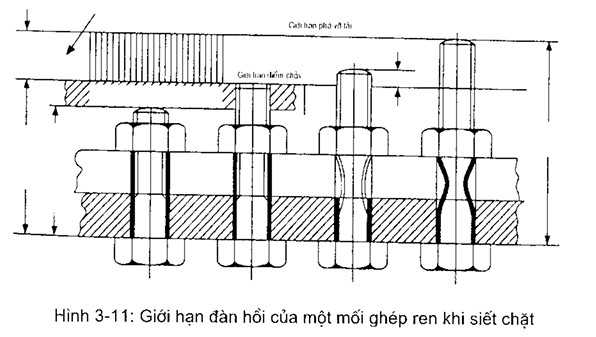
Kiểm tra lại bu-lông đã lắp ghép Khi kiểm tra lại bu-lông hoặc đai ốc đã bắt, bu-lông siết chặt kéo dài độ đàn hổi như phản ứng lại lực siết của quá trình này. Do đó, tác dụng của siết chặt là chống lại áp lực tác động từ ngoài vào. Bỏi vậy, siết chặt có tính đàn hổi để làm ngăn chặn bị lỏng.
Hình 3-11 miêu tả khi ren ở thể tự do, bu-lông hoặc đai Ốc có thể bị lỏng, nếu khi siết chặt vượt quá giới hạn đàn hồi thì cuối cùng ren sẽ bị vỡ
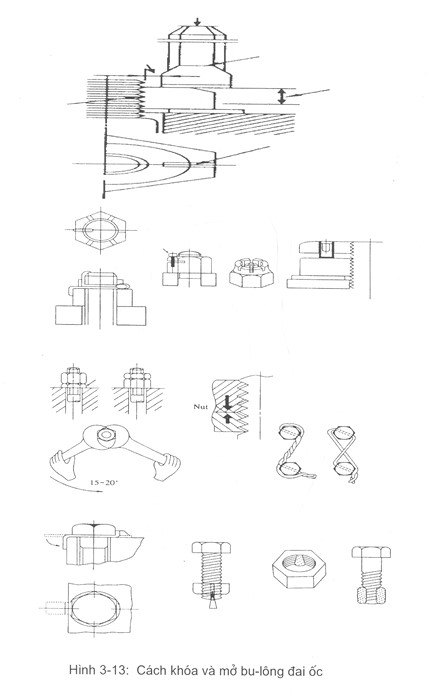
Cách chốt bu-lông và đai ốc Bu-lông và đai ốc phần lớn được nới lỏng tuỳ theo từng bộ phận:
(1) Vị trí chịu tải ép xuống.
(2) VỊ trí sính ra chấn động.
(3) VỊ trí sinh ra nhiệt độ khác nhau.
(4) Vị trí bên trong hoặc bên ngoài máy khó bảo quản.
Bởi vậy phải tiến hành kiểm tra các bộ phận hàng ngày. Để ngăn chặn trường hợp ren bi lỏng bằng cách làm giảm hệ số ma sát bề mặt, chốt giới hạn quay của đai ốc và tận dụng các ren nếu có thể.
Nguyên nhân và cách ngăn ngừa
Sự chuyển động bất thưởng của bu-lông và đai ốc Sự chuyển động bất thường của bu-lông và đai ốc là nguyên nhân sinh ra bụi trên khoảng trống của ren và nước, khí ăn mòn hoặc chất lỏng thấm vào khoảng trống trong quá trình siết. Đôi khi nguyên nhân là do sự kết hợp của khoảng cách các phần khác nhau, tuy nhiên phẩn lớn vẫn là bụi.
Bằng tấm chắn bụi có thể ngăn chặn được dầu trong khoảng trống trước khi siết với thời gian khoảng 2-3 năm. sử dụng bu-lông và đai ốc chống gỉ thì cũng có tác dụng ngăn chặn sự dịch chuyển bất thường của bu-lông và đai ốc.
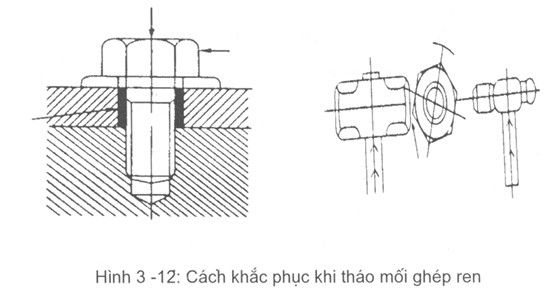
Các dạng hư hỏng của mối ghép ren và phương pháp sửa chữa Có thể khắc phục tình trạng bất thường của đai ốc hoặc bu-lông bằng cách tra dầu có nồng độ đậm đặc thấp lên bu-lông và đai ốc đó rồi quay một cách nhẹ nhàng.
Trong trường hợp bu-lông nối thì dễ xảy ra bất thường ở gần cổ do bụi. Nên sau khi siết chặt bu-lông thì lấy búa đập vài lần bụi sẽ rơi ra trong khi quay chậm.Hình 3-12 biểu diễn cách khắc phục bất thường xảy ra với bu-lông và đai ốc. Bằng cách gõ vào bu-lông hoặc đai ốc hoặc mở đai ốc ra bằng dụng cụ có lưỡi sắc làm cho đường kính của ren rộng hơn.
Các dạng hư hỏng của mối ghép Ren bị mòn theo đường kính ren (làm tăng khe hở của mối ghép do tháo lắp nhiều lần), có thể xảy ra các trường hợp sau:
– Biến dạng ren: Khi siết chặt với một lực lớn quá làm cho ren bị biến dạng, ren bi nghiêng và đổ dẫn đến lỏng mối ghép (thường gọi là trờn ren).
– Đứt đường ren, tróc XƯỚC làm mới ghép không chắc chắn.
– Đứt gẫy bu-lông trong lỗ ren hoặc gẫy đầu bu-lông trong lẽ ren làm hư hỏng mối ghép do lực siết chặt quá căng cũng có thể do mối ghép lâu ngày bị rỉ bám chặt giữa bu-lông hoặc vít giữa chi tiết máy khi tháo ra với một lực mở của clê lớn làm đứt gẫy bu-lông hoặc vít trong thân máy
