* Mục đích: Hàn M1G nhôm mối hàn góc ở vị trí ngang
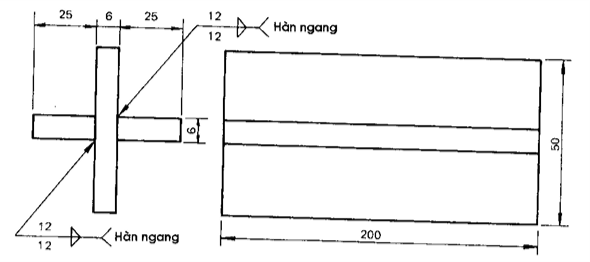
* Vật liệu: Nhôm lấm 6 X 100 X 200, dây hàn nhôm 01,2 (A5356)
* Thiết bị và dụng cụ: Bộ dụng cụ và thiết bị hàn MIG, máy cắt, thước lá, ke vuông, dũa, búa, bộ bảo hộ hàn.
* Trình tự tiên hành:
- 1. Kiểm tra và chuẩn bị thiết bị hàn MIG cho hàn nhôm.
- 2. Cát phôi hàn.
- 3. Kiểm tra và nắn sửa phôi.
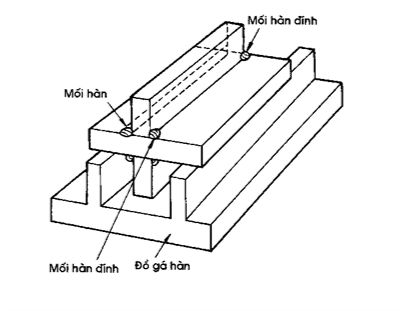
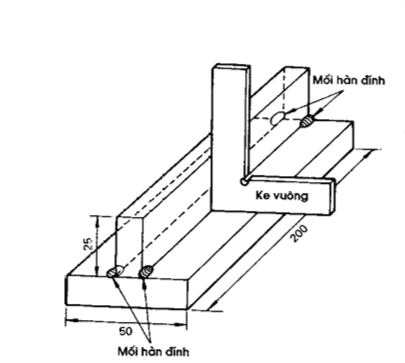
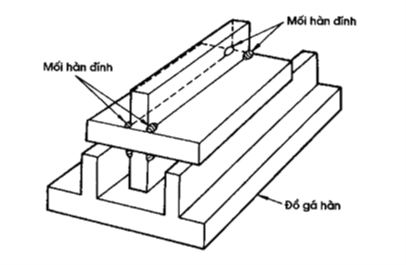
- 4. Hàn đính.
- 5. Điều chỉnh chế độ hàn.
- 6. Hàn.
- 7. Làm sạch và kiểm tra sản phẩm.
* Bản vẽ sản phẩm
1. Kiểm tra và chuẩn bị thiết bị hàn MIG cho hàn nhôm (tham khảo bài 1).
2. Cắt phôi hàn theo kích thước yêu cầu bằng máy cắt ảnh
3. Kiểm tra và nắn sửa cho phôi hàn phẳng, thẳng và vuông góc.
4. Điều chỉnh chế độ hàn đính.
– Chọn chương trình 63.
– Đặt công tắc CURR.VOLT.CONTROL ở vị trí: ONE-KNOB.
– Chọn dòng điện 140A.
– Xoay núm điều chỉnh điện áp trên hộp điều khiển về vị trí giữa.
– Điều chính chính xác điện áp.
5. Hàn đính tấm phôi đứng với tấm phôi nằm đảm bảo vuông góc
6. Hàn đính tiếp tấm phôi đứng với tấm nằm ở mặt bên.
7. Điều chỉnh chế độ hàn với dòng điện hàn 180A.
8. Lựa chọn tư thế hàn thích hợp.
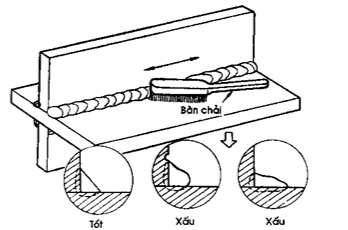
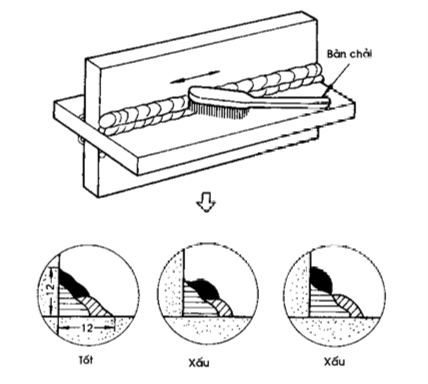
9. Làm sạch cạnh hàn bằng bàn chải
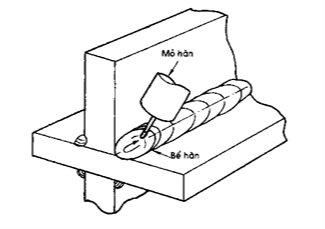
10. Gây hồ quang tại điểm đầu mối hàn và tiến hành hàn.
11. Xử lý lấp rãnh hổ quang ở cuối đường hàn bằng cách hàn ngược trở lại khoảng 10 mm sau đó ngắt hồ quang
12. Nhúng nước làm nguội vật hàn, sau đó lau khồ.
13. Làm sạch và kiểm tra mối hàn.
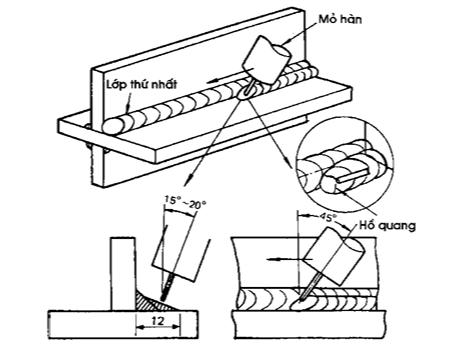
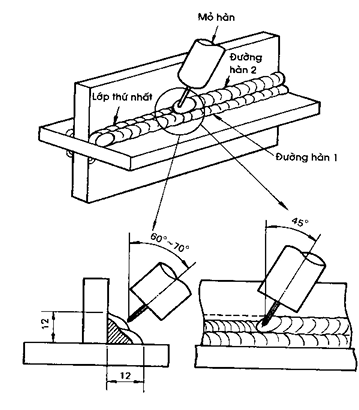
14. Hàn đường hàn thứ nhất của lớp hàn hai với góc độ mỏ hàn như hình vẽ, chế độ hàn như lớp 1.
15. Nhúng nước làm nguội vật hàn, sau đó lau khô.
16. Làm sạch và kiểm tra mối hàn.
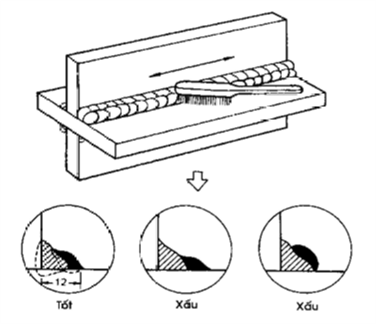
17. Hàn đường hàn thứ hai của hai lớp thứ hai với góc độ mỏ hàn như hình vẽ.
18. Làm sạch và kiểm tra mối hàn.
19.Nhúng nước làm nguội vật hàn, và sau đó lau khô.
20. Thay đổi vị trí vật hàn để hàn các mối hàn khác.