Máy đóng gói rót, hàn, tạo bao tại chỗ kiểu thẳng đứng (Vertical form fill seal – VFFS) ngày nay được sử dụng khá rộng rãi trong mọi lĩnh vực công nghiệp, do các nguyên nhân chính sau: Giải pháp đóng gói nhanh và kinh tế; tiết kiệm không gian sàn nhà xưởng.

Bất cứ khi nào bạn có một máy đóng gói mới hay một dây chuyền đồng bộ, bạn luôn muốn biết nó hoạt động như thế nào. Trong bài viết này chúng tôi tập trung nói về máy đóng gói rót, hàn, tạo bao tại chỗ kiểu thẳng đứng (VFFS) chuyển quận màng túi thành túi sản phẩm ra sao.
Với thao tác đơn giản, máy đóng gói đứng bắt đầu từ cuộn màng lớn, tạo hình bao, rót sản phẩm, hàn kín, tất cả đều theo chiều thẳng đứng, với tốc độ 300 bao trên phút. Nhưng còn nhiều điều hơn thế.
1/ tháo cuộn và vận chuyển màng.
Máy đóng gói đứng sử dụng vật liệu màng đơn được cuộn quanh lõi, thường được gọi là rollstock (cuộn nguyên liệu). Vật liệu tạo túi có độ dài liên tục – cuộn màng. Vật liệu này có rất nhiều loại như: tấm polyethylene, cellophane, tấm màng nhôm hoặc giấy. Cuộn màng bọc được đặt trên hệ trục quay phía sau máy.
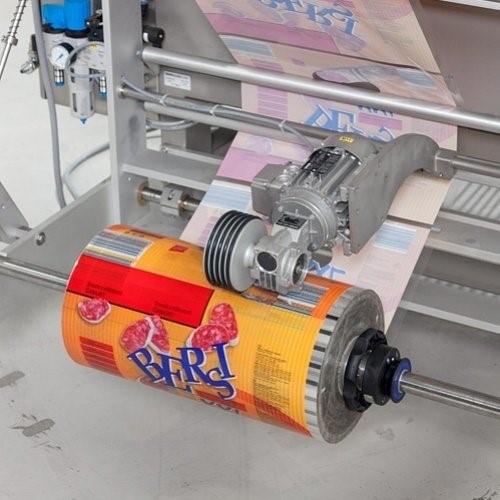
Khi máy đóng gói VFFDS làm việc, màng được kéo ra khỏi cuộn bằng đai kéo màng. Đai này được đặt hai bên ống tạo túi, phía trước máy. Đây là phương pháp kéo màng phổ biến nhất hiện nay. Cũng có một vài kiểu máy sử dụng chính tay hàn để kẹp và kéo màng xuống, chuyển nó qua máy đóng gói mà không cần dây đai.
Một lựa chọn khác là dùng bánh xe tháo cuộn tì trên mặt với mô tơ rời có tác dụng như 2 đai chuyển màng. Cơ cấu này tăng cường quá trình tháo cuộn, đặc biệt với cuộn nặng.
2/ kéo căng màng.
Trong quá trình tháo cuộn, màng được dỡ khỏi cuộn đi qua tay dẫn (dancer) gồm một hệ con lăn trọng lực (nặng) đặt phía sau máy. Hệ tay dẫn này gồm nhiều con lăn. Khi màng chuyển động, hệ con lăn này di chuyển lên xuống để kéo căng màng. Thao tác này giữ cho màng không bị lệch hướng.

3/ Công đoạn in (tùy chọn).
Sau công đoạn kéo căng, màng được chuyển qua máy in (nếu có trang bị thêm). Máy in có thể là loại in nhiệt hoặc in phun. Máy in sẽ in lên màng các số liệu ngày tháng/ mã sản phẩm, hoặc in các dáu hiệu đăng kí, hình ảnh hoặc logo.
4/ Xác định đường đi và vị trí màng.
Ngay khi màng được kéo qua phía dưới máy in, nó được chuyển tới mắt quang. Mắt quang sẽ phát hiện mốc đăng kí được in trên màng, điều khiển đai kéo màng xuống, ốp sát với ống tạo hình. Mắt quang giữ cho màng được đặt đúng vị trí, và như vậy màng sẽ được cắt ở điểm phù hợp.

Tiếp theo, màng được kéo qua cảm biến đường đi. Cảm biến này xác định vị trí màng khi nó đng chuyển máy đóng gói. Nếu cảm biến phát hiện thấy mép của màng lệch khỏi vị trí thông thường, tín hiệu được tạo ra và truyền đến bộ phận điều khiển. Điều này làm cho toàn bộ hệ thống dẫn màng dịch chuyển sang phía này hoặc phía khác để đưa mép màng về đúng vị trí.
5/ Tạo hình vỏ bao.
Từ đây, màng được đưa vào tổ hợp ống tạo hình. Khi vào tới vành đai trên đỉnh ống tạo hình, màng bị gập xuống bọc xung quanh ống và kết quả cuối cùng hai mép theo chiều dài màng chồng mí với nhau. Điều này là bắt đầu quá trình tạo vỏ bao.
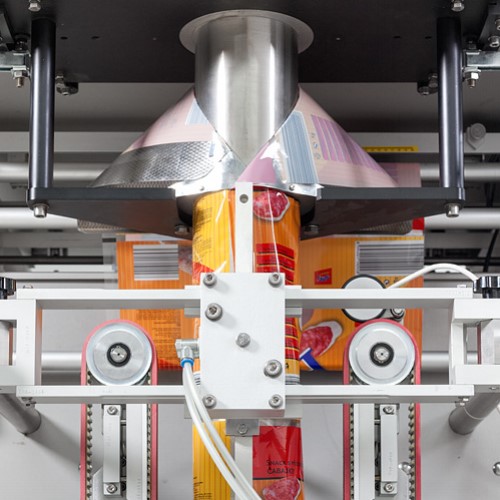
Ống tạo hình có thể cài đặt để tạo ra mối hàn kiểu chồng mí (lap seal) hay hàn ghép sườn (fin seal). Kiểu hàn chồng mí là ghép chồng hai mép ngoài của màng và tạo ra túi phẳng, trong khi đó hàn xườn ghép mặt trong của hai mép màng tạo đai hàn giống vây cá. Nói chung, kiểu hàn chồng mí thẩm mỹ và tiết kiệm vật liệu hơn.
Một thiết bị ghi mã quay được đặt gần phía vành đỉnh ống tạo hình. Bánh xe ghi mã tỳ vào màng và khi màng chuyển đông sẽ làm quay bánh xe. Một xung được tạo ra đối với mỗi độ dài di chuyến, và xung này được chuyển đến thiết bị điều khiển lập trình logic (PLC- programmable logic contronlar). Chiều dài túi được cài đặt trên màn hình điều khiển (HMI- human machine interface) dưới dạng số đến khi đạt tới độ dài cài đặt, sự chuyển động của màng sẽ dừng lại (chỉ đối với máy chuyển động ngắt quãng, còn với loại máy chuển động liên tục sẽ không dừng).
Màng được kéo xuống bằng hai mô tơ bánh răng mà dẫn động dây đai ma xát đặt ở hai bên ống tạo hình. Đai kéo sử dụng hút chân không có thể thay thế cho đai kéo ma sát, nếu muốn. Đai ma sát được khuyên cho các sản phẩm bụi do nó ít bị trượt hơn.
6/ Rót sản phẩm và hàn.
Lúc này, màng sẽ tạm dừng trong thời gian ngắn, (đối với máy chuyển động ngắt quãng). Bhw vậy túi vừa được tạo hình sẽ được hàn theo chiều đứng. Thanh hàn đứng được nung nóng và di chuyên ép mép chồng mí của màng túi liên kết chúng lại với nhau.

Đối với loại máy chuyển động liên tục, cơ cấu hàn trục đứng vẫn tiếp xúc liên tục với màng, như vậy, không cần dừng để hàn màng.
Tiếp theo, bộ tay hàn ngang sẽ ép vào tạo ra mối hàn ngang phần trên của túi này và phần đáy của túi tiếp theo. Đối với loại máy đóng gói VFFDS chuyển động ngắt quãng, màng sẽ dừng lại để tiếp nhận tay hàn ngang chỉ hoạt động đón mở. Còn đối với loại máy chuyển động liên tục, tay hàn ngang phải chuyển động lên xuống và đóng mở để tạo mối hàn khi màng vẫn chuyển động. Một số máy hoạt động liên tục được trang bị thêm hai bộ tay hàn để tăng tốc độ.
Một lựa chon khác cho bộ “hàn nguội” là sử dụng siêu âm, thường được áp dụng cho các sản phẩm nhậy cảm với nhiệt. Hàn siêu âm sử dụng sự dao động để tạo ra ma sát ở mức độ phân tử và chỉ sinh ra nhiệt ở khu vực màng tiếp xúc.
Khi tay hàn đóng lại, sản phẩm cần đóng gói được rót vào khoảng rỗng bên trong ống tạo hình và đổ đầy vào bao. Các thiết bị rót như: cân nhiều đầu hay phễu rót trục xoắn chụi trách nhiệm định lượng chính xác, nhả ra từng lượng đã cân và rót sản phẩm vào từng bao.
Bộ phận rót này không bao gồm trong phần tiêu chuẩn của máy đóng gói VFFDS và phải đặt hàng thêm. Hầu hết các thương gia đều tích hợp bộ phận rót định lượng trong dây truyền sản xuất của mình.
7/ Xả bao sản phẩm.
Sau khi sản phẩm được rót vào bao, lưỡi dao sắc trên tay hàn nhiệt sẽ tiến vào, cắt đứt bao. Tay hàn mở ra và bao rơi xuống. Đây là cuối một chu trình của máy đóng bao VFFDS. Tùy thuộc vào kiểu máy và loại bao, thiết bị VFFDS có thể thực hiện từ 30 đến 300 chu trình như thế trong 1 phút.

Túi đã hoàn thiện sau đó được xả ra khỏi máy đi vào giỏ đựng hoặc được đưa vào băng chuyền và có thể được chuyển đên công đoạn tiếp theo như: kiểm tra khối lượng, máy soi X quang ,thiết bị đóng thùng.
