* Mục đích: Hàn MIG nhôm mối hàn giáp mối ờ vị trí sấp.
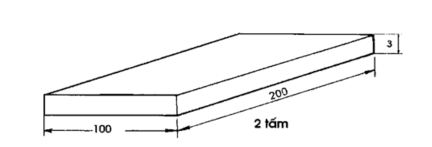
* Vật liệu: Nhôm tấm 3 X 100 X 200, dây hàn nhôm 01,2 (A5356).
* Thiết bị và dụng cụ: Bộ dụng cụ và thiết bị hàn MIG, máy cắt, thước lá, kẻ vuông, dũa, búa, bộ bảo hộ hàn.
* Trình tự tiến hành:
- Kiểm tra và chuẩn bị thiết bị hàn MIG cho hàn nhôm.
- Cắt phôi hàn.
- Kiểm tra và nắn sửa phôi.
- Hàn đính.
- Điều chỉnh chế độ hàn.
- Hàn.
- Làm sạch và kiểm tra sản phẩm.
* Bản vẽ sản phẩm
1. Kiểm tra và chuẩn bị thiết bị hàn MIG cho hàn nhôm
2. Cắt phôi hàn theo kích thước yêu cầu bằng máy cắt.
3. Kiểm tra và nắn sửa cho phôi hàn phẳng, thẳng.
4. Hàn đính.
– Chọn chương trình.
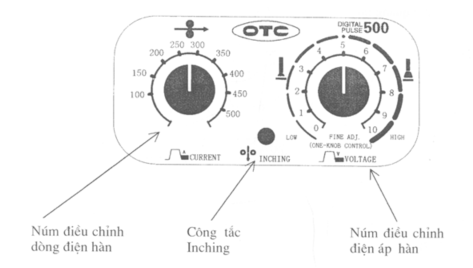
– Đặt công tắc CURR.VOLT.CONTROL ở vị trí: ONE-KNOB.
– Chọn dòng điện 90A.
– Xoay núm điều chỉnh điện áp trên hộp điều khiển về vị trí giữa.
– Điều chỉnh chính xác giá trị điện áp.
5. Điều chinh chế độ hàn.
Điều chỉnh dòng điện hàn: 100 ~ 110 A.
6. Làm sạch cạnh hàn bằng bàn chải.
7. Lựa chọn tu thế hàn thích hợp.

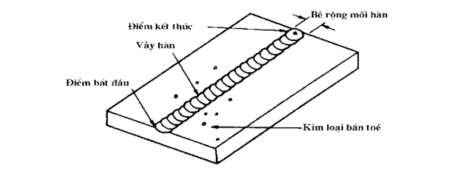
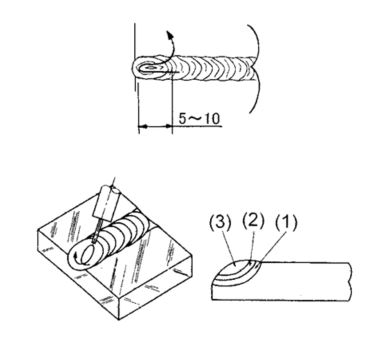
8. Gây hổ quang tại điểm đầu mối hàn và tiến hành hàn
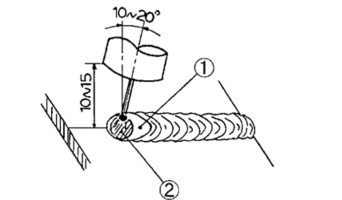
1 Be hàn. 2 Hồ quang
9. Xử lý lấp rãnh hổ quang ở cuối đường hàn bằng cách hàn ngược trở lại khoảng 10 mm sau đó ngắt hồ quang hoặc hàn chấm ngắt 2 ~ 3 lần.
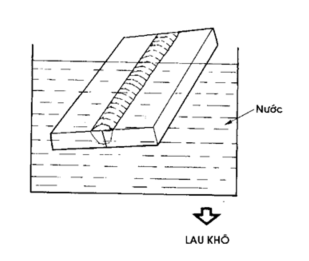
10. Nhúng nước làm nguội vật hàn, sau đó lau khô.
11. Làm sạch và kiểm tra sản phẩm.

Tuyển nhân viên lắp ráp máy và thiết bị công nghiệp
Địa chỉ làm việc: Đường lái thiêu 70, phường Lái thiêu, Thuận An, Bình Dương [...]
Th5

Băng tải kéo hình ống: giải pháp vận chuyển vật liệu hiệu quả và tiết kiệm
Bạn đang tìm kiếm một giải pháp vận chuyển vật liệu rời đáng tin cậy, [...]
Th7

Băng tải nỉ chịu nhiệt: giải pháp vận chuyển tối ưu cho môi trường nhiệt độ cao
Bạn đang tìm kiếm một giải pháp vận chuyển hiệu quả cho các quy trình [...]
Th7

Băng tải co rút: giải pháp tối ưu hóa quy trình đóng hàng xe tải
Trong bối cảnh ngành logistics và sản xuất ngày càng đòi hỏi hiệu quả cao, [...]
Th7

Băng tải con lăn tự do: giải pháp vận chuyển hàng hóa tiết kiệm và hiệu quả
Trong thời đại công nghiệp hóa, việc tối ưu hóa quy trình vận chuyển hàng [...]
Th7

Băng tải con lăn truyền động bằng xích: giải pháp vận chuyển hàng hóa tối ưu từ việt machine
Trong ngành công nghiệp hiện đại, việc tối ưu hóa quy trình vận chuyển hàng [...]
Th7
