Plasma là gì?
Để giải thích chính xác cách thức hoạt động của máy cắt plasma, chúng ta phải bắt đầu bằng cách trả lời câu hỏi cơ bản. Thế nào là plasma? Theo cách hiểu đơn giản nhất, plasma là trạng thái thứ tư của vật chất. Chúng ta thường nghĩ về vật chất có ba trạng thái: chất rắn, chất lỏng và chất khí. Vật chất thay đổi từ trạng thái này sang trạng thái khác thông qua việc truyền dẫn năng lượng, chẳng hạn như nhiệt. Ví dụ, nước sẽ chuyển từ trạng thái rắn (nước đá) sang trạng thái lỏng khi áp dụng một lượng nhiệt nhất định. Nếu mức nhiệt tăng lên, nó sẽ thay đổi một lần nữa từ chất lỏng sang chất khí (hơi nước). Bây giờ, nếu mức nhiệt tăng trở lại, các khí tạo ra hơi nước sẽ bị ion hóa và dẫn điện, trở thành plasma. Một máy cắt plasma sẽ sử dụng khí dẫn điện này để truyền năng lượng từ nguồn cấp năng lượng cho bất kỳ vật liệu dẫn điện nào, dẫn đến quá trình cắt nhanh hơn, sạch hơn so với cắt hàn xì.

Sự hình thành hồ quang plasma bắt đầu khi một loại khí như oxy, nitơ, argon hoặc thậm chí khí nén bị đẩy qua một vòi phun nhỏ trong mỏ hàn. Một hồ quang điện được tạo ra từ nguồn cung cấp năng lượng bên ngoài sau đó được đưa vào dòng khí có áp suất cao này, dẫn đến kết quả thường được gọi là tia plasma. Máy tia plasma ngay lập tức đạt đến nhiệt độ lên tới 40.000 ° F, nhanh chóng xuyên qua chi tiết gia công và thổi bay vật liệu nóng chảy.
Thành phần tia Plasma
Nguồn: Nguồn điện plasma chuyển đổi điện áp dòng một pha hoặc ba pha thành điện áp DC trơn tru, không đổi, dao động từ 200 đến 400VDC. Điện áp DC này chịu trách nhiệm duy trì hồ quang plasma trong suốt quá trình cắt. Nó cũng quy định đầu ra hiện tại cần thiết dựa trên loại vật liệu và độ dày .Bảng điều khiển: Mạch ASC tạo ra điện áp xoay chiều khoảng 5.000 VAC ở 2 MHz, tạo ra tia lửa bên trong mỏ hàn plasma để tạo ra hồ quang plasma.
Mỏ hàn plasma: Chức năng của mỏ hàn plasma là định hướng và làm mát. Các vật liệu chính cần thiết cho việc tạo hồ quang plasma là điện cực, vòng xoáy và vòi phun. Thêm vào chóp nối để cải thiện hơn nữa chất lượng cắt và tất cả các bộ phận bên trong và bên ngoài được giữ với nhau.
Phần lớn các máy cắt plasma hiện nay có thể được chia thành loại thông thường hoặc loại chính xác
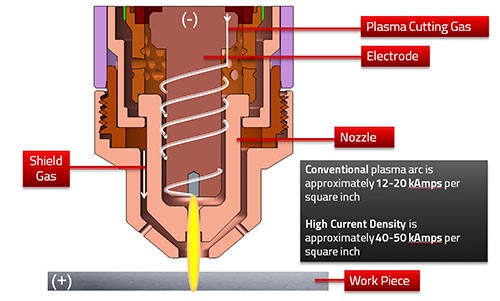
Các hệ thống plasma thông thường thường sử dụng khí nén làm khí plasma và hình dạng hồ quang plasma được xác định bởi vòi phun. Cường độ plasma trong khoảng 12-20K A/m2. Tất cả máy cắt plasma cầm tay thông thường vẫn được ứng dụng vào cơ khí cho phép sự sai số tương đối.

Loại plasma chính xác (mật độ dòng điện cao) được thiết kế để tạo ra các vết cắt sắc nét , chất lượng cao nhất có thể đạt được . Việc thiếc kế mỏ cắt phức tạp hơn, và thêm một vài linh kiện để định hình hồ quang. Cường độ Plasma khoảng 40-50K amps trên một inch vuông.Khí oxy, không khí có độ tinh khiết cao, nitơ và hỗn hợp hydro / argon / nitơ được sử dụng làm khí plasma để đưa ra kết quả tối ưu.

Cách vận hành máy cầm tay
Chằng hạn như Tomahawk® Air Plasma: máy cắt cầm tay điển hình của chúng tôi, các bản điện cưc và vòi phun tiếp xúc với nhau bên trong mỏ cắt khi ở trạng thái OFF. Lúc máy ở vị trí ON, nguồn điện sẽ tạo ra dòng điện một chiều đi đến điểm tiếp xúc tại đó khởi tạo dòng khí plasma. Khi khí plasma (khí nén) tích tụ đủ áp suất, ở đầu vòi phun hình thành tia lửa điện chuyển đổi không khí thành tia plasma. Có sự chuyển hóa điện tích liên tục giữa mỏ cắt và phôi cho đến khi hoàn thành.
Cách vận hành máy cắt plasma có độ chính xác cao.
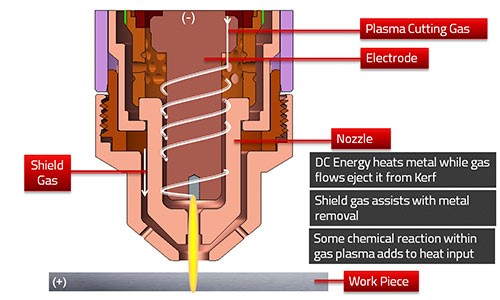
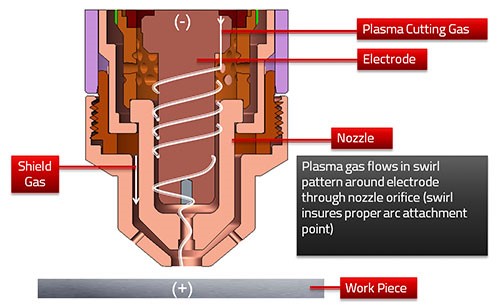
Bên trong mỏ hàn plasma này, điện cực và vòi phun không tiếp xúc với nhau, giữa chúng làm một vòng kim loại dạng ống để biến định hướng tia plasma có dạng xoắn ốc. Khi nhập lệnh bắt đầu, nguồn điện tạo ra 400VDC điện áp và khí bắt đầu vào thông qua ống dẫn của mỏ cắt. Đầu vòi phun được tiếp xúc với phôi mang điện tích (+), điện cưc mang điện tích (-).
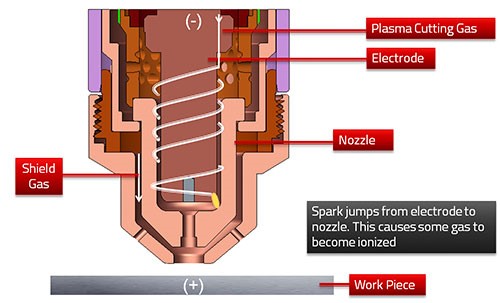
Tiếp theo, tạo nhập lệnh để tạo ra tia lửa có tần suất cao để làm cho khí plasma bị ion hóa và dẫn điện, kết quả là tạo ra một hồ quang ban đầu.
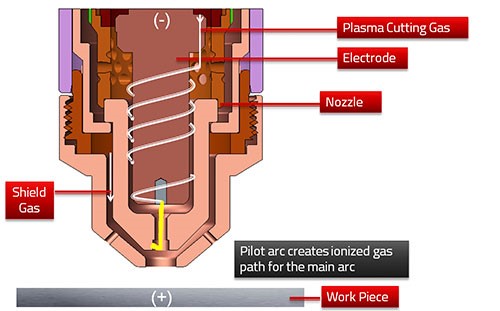
Khi hồ quang thí điểm tiếp xúc với chi tiết gia công (được kết nối với mặt đất thông qua các thanh của bàn cắt), dẫn khí bị ion hóa từ điện cực đến chi tiết, và tần số cao sẽ tắt và mạch hồ quang ban đầu được tạo ra.
Nguồn cung cấp sau đó tăng cường dòng điện một chiều đến cường độ cắt do người vận hành lựa chọn và thay thế khí trước bằng khí plasma tối ưu cho vật liệu được cắt. Một khí bảo vệ thứ cấp cũng được sử dụng chảy ra bên ngoài vòi thông qua đầu bảo vệ.
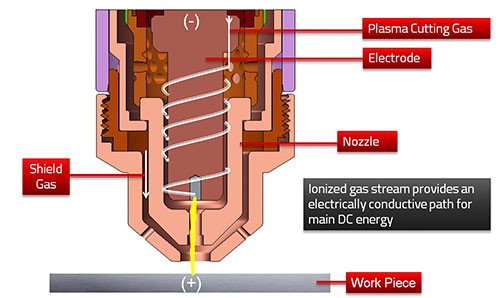
Người vận hành sẽ tăng cường độ dòng điện và đưa khí plasma vào thay cho dòng khí ban đầu. Đồng thời có dòng khí bảo vệ được thổi ra thông qua ống phun khí kèm theo.
Hình dạng và đường kính của ống phun sẽ hạn chế hồ quang plasma, dẫn đến vết cắt sạch hơn với góc vát thấp và vết răng cưa nhỏ .