CÁC MÁY ĐỊNH LƯỢNG VẬT LIỆU RỜI.
để định lượng vật liệu rời hay là các sản phẩm hạt, người ta dùng các máy định lượng thể tích và trọng lượng, định lượng liên tục và từng phần. Phương pháp định lượng theo thể tích có sai số lớn hơn nhưng kết cấu máy đơn giản hơn, sai số nằm trong giới hạn cho phép nên vẫn được sử dụng rộng rãi trong nhiều dây chuyền sản xuất.
Những máy định lượng cấp liệu liên tục thường gặp là loại thùng, đĩa, vít tải, băng tải, máy lắc, pittông, rung lắc và dao động cũng như loại trọng lượng làm việc tự động và nửa tự động.

3.1. Thùng định lượng : (Máy định lượng kiểu tang)
3.1.1. đặc điểm và phạm vi ứng dụng:
– Máy định lượng thể tích làm việc liên tục
– Định lượng các sản phẩm dạng rời, dạng hạt, bột v..v
3.1.2. Phân loại:
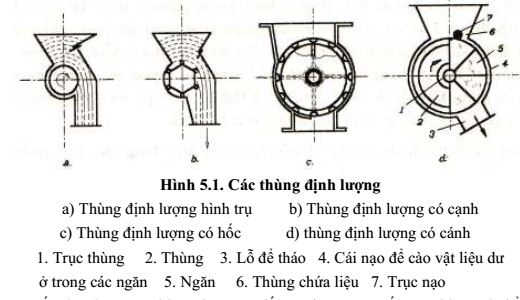
– Kiểu thùng hình trụ hay thùng có nhiều cạnh (hình 5.1a và 5.1 b): ðể điều chỉnh dòng sản phẩm nhờ lực ma sát và lực bám dính với bề mặt thùng.
– Kiểu hình quạt: loại hốc (hình 5.1c) và loại cánh ( hình 5.1d) :Ở các loại thùng này thì loại thùng trụ nhẵn và có những nếp gợn nhỏ dùng cho sản phẩm bột và hạt nhỏ.
Những thùng mài cạnh dùng cho sản phẩm dạng cục nhỏ và cục trung bình.
Tốc độ vòng của thùng từ 0,025 đến 1m/s. Năng suất của thùng có thể điều chỉnh bằng tấm chắn thay đổi chiều dầy của lớp sản phẩm đi vào, hoặc thay đổi số vòng quay của tang.
Năng suất thùng cấp liệu kiểu tang trơn (Hình 6.1a ) được tính theo công thức :
![]()
Trong đó: F : Diện tích tiết diện của lố, m2.
v : Tốc độ trung bình của sản phẩm chảy qua lỗ, (m/s )
(Thường lấy bằng vận tốc vòng của tang định lượng v = 0,025 – 1 m/s)
k : Hệ số chứa đầy của cửa xuống liệu, phụ thuộc khối lượng riêng của hạt .
γ : Trọng lượng riêng của sản phẩm kg/ m3
3.2. Đĩa định lượng :
3.2.1. Đặc điểm và phạm vi ứng dụng:
– Máy định lượng thể tích làm việc liên tục
– Dùng để cấp và định lượng vật liệu dạng hạt nhỏ và dạng bột khô.
– Đảm bảo cấp liệu đủ chính xác khi năng suất tương đối lớn.
Nguyên tắc làm việc:
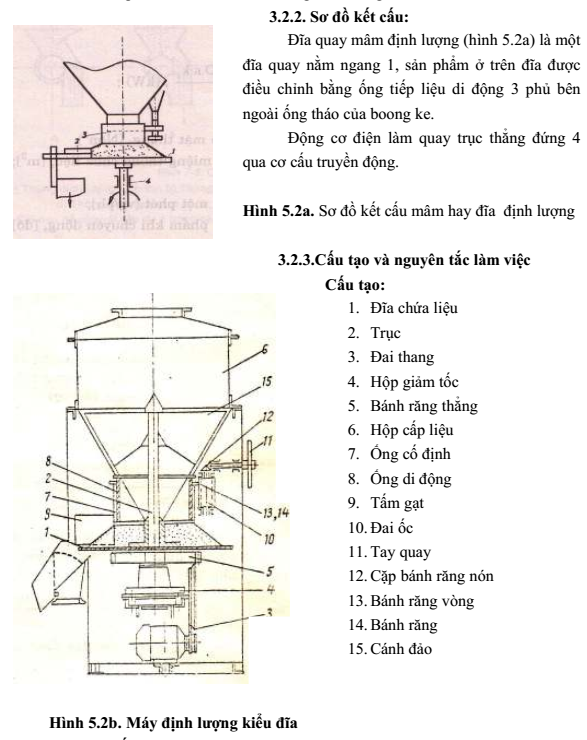
đĩa 1 lắp cứng trên trục 2 nhận chuyển động quay từ môtơ qua đai thang 3, hộp giảm tốc 4 và cặp bánh răng thẳng 5. Liệu từ hộp chứa liệu 6 chảy qua 2 cánh đảo 15 gắn trên trục 2 (để chóng dính bết) rồi xuống đĩa 1. ðểđiều chỉnh lượng liệu trên đĩa 1, dùng hệ thống ống chắn liệu 7 và 8. Ống 7 phía trong lắp cốđịnh, mặt ngoài ống có tiện ren. Ống 8 lồng ngoài ống 7, đầu phía trên hàn với đai ốc 10 – ăn ren trên ống 7. đai ốc 10 hàn với bánh răng vòng 13 ăn khớp với bánh răng 14. Khi tay quay 11 quay truyền chuyển động qua cặp bánh răng nón 12, cặp bánh răng 14 và 13 làm đai ốc 10 quay ăn ren với ống 7 cốđịnh. Do đó cũng làm ống 8 cùng đai 13 vừa quay vừa tịnh tiến dọc trục (lên hoặc xuống) làm thay đổi lượng liệu trên đĩa 1. Dùng gạt 9 (cũng điều chỉnh được vị trí cao thấp) để gạt liệu trên đĩa 1 xuống ống tháo liệu.
Có 2 khả năng điều chỉnh năng suất :
– Thay đổi vòng quay của trục 2 mang đĩa 1.
– Dịch chuyển vị tríống 8 bằng tay quay 11.
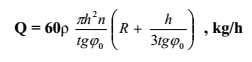
3.2.4. Năng suất của đĩa định lượng :
Năng suất của đĩa định lượng được tính theo công thức:
Trong đó:
ρ : Khối lượng riêng của hạt hoặc bột kg/m3.
h : Chiều cao nâng ống tiếp liệu 8 so với đĩa (m)
n: Số vòng quay của đĩa, vòng/phút
R : Bán kính ống tiếp liệu 8, m.
ϕ : Góc nghiêng tự nhiên của khối vật liệu khi chuyển động, độ
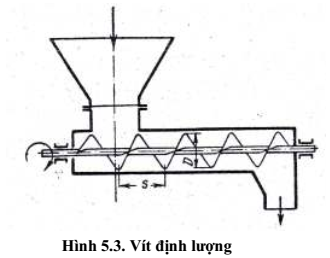
3.3. Vít định lượng
3.3.1. Đặc điểm và phạm vi ứng dụng:
– Máy định lượng thể tích làm việc liên tục
– Vít định lượng dùng để cấp vàđịnh lượng sản phẩm dạng hạt, cục nhỏ và dạng bột trong những trường hợp bỏ qua hiện tượng nghiền nát.
– Máy có thể định lượng ở vị tríđặt nằm ngang hay nằm nghiêng một góc nào đó.
3.3.2. Cấu tạo vít định lượng
3.3.3. Năng suất của vít định lượng:
Năng suất của vít định lượng được xác định theo công thức :
![]()
Trong đó:
D : Đường kính vít xoắn , m
S : Bước vít, m Thường thường : S = (0,8 – 1,0) D
K : Hệ số đổ đầy, K= 0,8 – 1,0
n : Số vòng quay của vít xoắn trong 1 phút. ðối với sản phẩm linh động
n = 40 – 80 v/ ph, ít linh động hơn thì n = 20 – 40 v/ph.
γ : Khối lượng riêng của sản phẩm (kg/m3)
Để tránh vật liệu tích tụ trong vít định lượng cần phải đảm bảo tỉ lệ:
D ≥ (4-5) DC (mm)
Trong đó : DC : Kích thước lớn nhất của cục sản phẩm .
3.4. Băng tải định lượng
3.4.1. Đặc điểm và phạm vi ứng dụng:
– Máy định lượng làm việc liên tục
– Dùng để cấp và định lượng vật liệu cục nhỏ cũng như vật liệu ẩm dính kết. Với vật liệu ẩm, dính, dùng thanh gạt làm sạch bộ phận chịu tải và bằng vải bông tẩm cao su
– Băng tải định lượng có thể đặt nằm ngang hay nằm nghiêng.
3.4.2. Phân loại:
– Băng tải định lượng theo thể tích.
– Băng tải định lượng theo trọng lượng
3.4.3. Băng tải định lượng theo thể tích
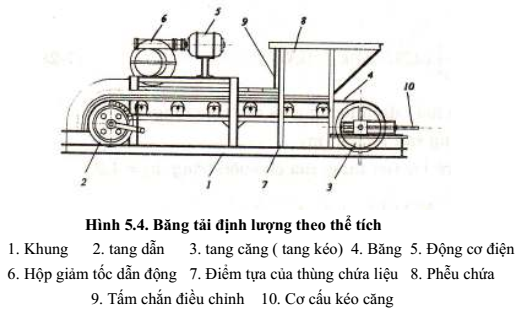
Nhánh băng phía trên đỡ bằng những con lăn định lượng. Dọc theo băng cóđặt thanh chắn tạo thành máng nhỏ dẫn sản phẩm cấp liệu. Vật liệu từ thùng chứa liệu được cấp vào băng một cách đều đặn và có thểđiều chỉnh theo chiều cao của tấm chắn. Tốc độ của băng lấy từ 0,1 – 0,5m/s.
3.4.4. Băng tải định lượng theo khối lượng
– Băng tải định lượng theo khối lượng tựa trên giá đỡ bản lề

Trên hình 5.5 cho ta sơ đồ nguyên tắc của băng tải định lượng theo khối lượng; cơ cấu này lắp trên khung, tựa trên giá đỡ bản lề. Sản phẩm cấp bằng băng tải được cân bằng đối trọng; dịch chuyển đối trọng có thể điều chỉnh được năng suất trong giới hạn 1/3. Khi thay đổi độ nghiêng của khung máy định lượng thì do thay đổi trọng lượng sản phẩm nên hệ thống đòn bẫy tự động thay đổi vị trí điều chỉnh tấm chắn và tiết diện lỗ ra của thùng chứa liệu.
– Băng tải định lượng theo khối lượng điều chỉnh bằng điện
Băng tải định lượng theo trọng lượng có thể tự động hoá nhờ thiết bị điện khí nén thủy lực.
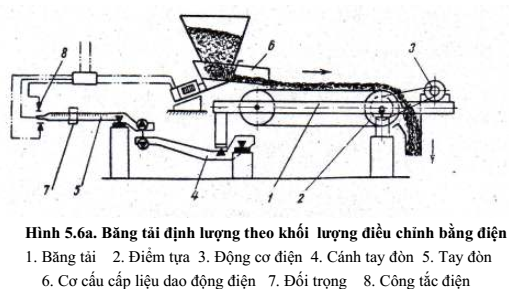
Trên hình 5.6a cho biết sơ đồ thiết bịđiện đểđiều chỉnh quá trình làm việc của máy định lượng – Băng tải 1 lắc trên điểm tựa 2 được dẫn động bằng động cơ điện 3. Tiến hành cân bằng nhờ cơ cấu cánh tay đòn trọng lượng 4 với tay đòn 5 và đối trọng 7. Vật liệu được đưa vào bằng cơ cấu cấp liệu dao động điện 6. Ở tay đòn 5 có hệ thống công tắc điện 8 qua một thiết bị đặc biệt làm thay đổi chế độ làm việc của bộ rung, ảnh hưởng đến việc cung cấp vật liệu, sao cho khôi phục được sự cân bằng của hệ trọng lượng.
Trên hình 5.6b là sơ đồ một kiểu băng tải định lượng điều chỉnh bằng điện khác. Sự điều chỉnh đó được thực hiện bằng cách thay đổi cơ cấu cấp liệu 7. khi thay đổi trọng lượng của băng tải 1, cơ cấu trọng lượng 2,3 và 4 làm thay đổi vị trí của hệ thống cắt điện 5. Nhờ điều khiển bằng điện mà thay đổi được tỉ số truyền của bộ biến tốc 6, làm chuyển động máy cấp liệu 7


cho em xin file thiết kế chế tạo máy kèm bản vẽ được không ạ