Làm thế nào để phát triển trang thiết bị và những gì mà máy cắt Plasma có thể cung cấp cho nhà máy
Ngày nay, nhiều xưởng HVAC sử dụng máy cắt plasma với cả hai mỏ cắt cầm tay và máy CNC để cắt vật liệu. Những nhà sản xuất này thấy rằng đối với các ứng dụng tia plasma thì nhanh ,sạch và tiết kiệm để họ cắt thép mỏng.
Tổng quan về công nghệ máy plasma HVAC bao gồm đánh giá ngắn gọn về công nghiệp, đánh giá các thành phần phổ biến trong máy cắt plasma, mô tả các chức năng và tính nắng sẵn có . Nó cũng xem xét những gì mà máy cắt plasma HVAC làm trong năm tới.
Công nghệ cắt plasma HVAC
Việc ứng dụng máy cắt plasma đầu tiên ra đời vào những năm 1980. Các nhà sản xuất mới chỉ bắt đầu phát triển các nguồn cung cấp năng lượng nhỏ, dòng điện thấp với một mỏ cắt plasma.
Các hệ thống cắt plasma hồ quang (PAC) này rẻ hơn nhiều so với các hệ thống khác có dòng điện cao hơn. Chúng không yêu cầu các loại khí nén đắt tiền, chúng tiêu thụ ít năng lượng ,bộ phận tiêu thụ tuổi thọ dài hơn và chúng có khả năng cắt các vật liệu mỏng ở tốc độ cao. Mỏ cắt plasma với dòng điện từ 40 đến 55 amp có thể cắt thép mạ kẽm 24 với tốc độ vài trăm inch mỗi phút (IPM). Hệ thống tương tự có thể được sử dụng để cắt tối đa 1/4-inch thép nhẹ, thép không gỉ và nhôm .
Thermal Dynamics® PAK5XR và Hypertherm® HT40C thành công về mặt thương mại nhất trong số các hệ thống cắt plasma với dòng điện thấp và hầu hết các máy cắt plasma này vẫn đang hoạt động cho đến ngày nay. Chúng có thể được sử dụng như là một máy cắt tốc độ cao.
Vài năm trở lại đây, nhu cầu về máy cắt plasma HVAC tăng cao. 4 loại máy cắt dùng để cắt ống của OEMs đã tạo ra 400 khung sườn mỗi năm. Với công nghệ mới năng suất được tăng lên 500%, các của hàng của HVAC sử dụng máy cắt plasma để cạnh tranh lại điều đó.
Các yếu tố cơ bản của hệ thống máy cắt hồ quang plasma HVAC vẫn không thay đổi trong 20 năm qua. Nhưng mỗi yếu tố đã trải qua nhiều cải tiến và cải tiến thiết kế để làm cho máy HVAC ngày càng nhanh hơn, tốt hơn và ít tốn kém hơn bao giờ hết.
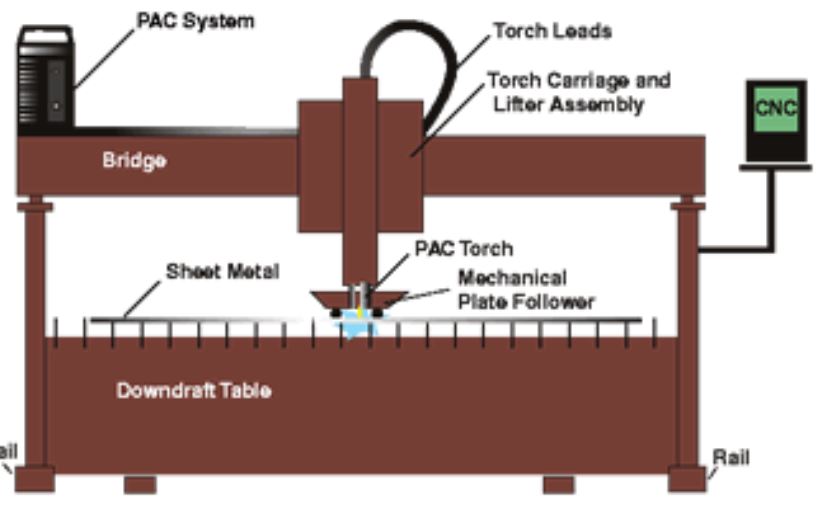
Một máy cắt plasma HVAC điển hình bao gồm công nghệ CNC, phần mềm độc quyền của HVAC, thiết kế khung đỡ, bàn thông khí, bộ theo dõi và hệ thống điều khiển độ cao plasma, nguồn điện PAC và mỏ cắt.
Hình 1 cho thấy một máy cắt plasma HVAC điển hình. Nó bao gồm các thành phần sau:
CNC
Việc điều khiển bằng máy tính là bộ não của hệ thống. CNC là máy sử dụng cho việc cắt tạo hình , nó bao gồm: bộ xử lý, một bộ nhớ trong, bàn phím, màn hình hiển thị thông số và liên kết truyền thông. Tải chương trình CAD qua đĩa CD hoặc máy chủ để điều khiển chương trình cắt. Các chương trình con chuyền dữ liệu cho máy CNC để xuất lệnh điều khiển.
Khung sườn của máy cắt
Hai trục dẫn động và một bánh răng cửa thường được sử dụng trên máy cắt plasma. Chúng có độ cứng và độ chính xác để duy trì vận tốc và kiểm soát vị trí ở tốc độ cao. Các hệ thống ban đầu sử dụng dây đai và trục dẫn động bằng cáp ít tốn kém hơn nhưng thường kém tin cậy hơn. Thiết kế thấp cho phép dễ dàng tháo lắp khuông. Ván di động thường được sử dụng để giữ cho máy chạy trong khi các bộ phận đang được dỡ xuống.
Bàn thông gió
Tất cả các bàn của HVAC đều sử dụng hệ thống hút khí chân không hoặc bàn thông gió. Khói và bụi từ quá trình cắt được hút vào bàn thông qua các ống dẫn và vào một hệ thống lọc không khí.
Hệ thống kiểm soát chiều cao buli dẫn động và mỏ cắt
Máy cắt HVAC yêu cầu đơn giản nhưng quan trọng là trì tình trạng thái tia lửa plasma liên tục đối với các vật liệu có kích thước mỏng. Có một tấm dẫn bao quoanh mỏ cắt. Mặt dưới của tấm dẫn là viên bi lăn theo bề mặt của vật liệu.
Thiết bị này thường được kích hoạt bằng khí nén và được tải bằng lò xo để duy trì lực tiếp xúc với tấm. Nó phục vụ hai chức năng: bảo vệ mỏ cắt khỏi sự cố và duy trì chiều cao tia lửa ở tốc độ cao.
Nhiều nhà thầu HVAC cũng sẽ cắt tấm thép dày hơn cho việc chế tạo nhẹ. Trong trường hợp này, tấm dẫn thường được loại bỏ để sử dụng THC được điều chỉnh bằng điện áp tự động. THC được thiết kế để tự động điều chỉnh vị trí mỏ hàn để đục và cắt .THC được yêu cầu cho các vết cắt chất lượng cao và tăng tuổi thọ của mỏ cắt trên vật liệu dày hơn 1/8 in.
Nguồn điện PAC
Giống như công nghệ CNC, công nghệ cung cấp điện đã phát triển nhanh chóng trong 20 năm qua.Ban đầu thì kích thước máy cắt plasma tương đối lớn và các hệ thống điều khiển dựa trên công nghệ cung cấp năng lượng của lò phản ứng. Sau này đến biến tần ,transitor lưỡng cực ,cổng cách điện (IGBT), hoặc công nghệ bộ ngắt quãng điện.
Theo ý kiến của tác giả này, công nghệ tiên tiến trong các nguồn điện PAC hiện nay là bộ tăng cường biến tần.Nó là hệ thống đáng tin cậy ,thiết thực và mạnh mẽ hơn so với những sản phẩm trước đây. Bộ tăng cường biến tần sử dụng các điều khiển vi xử lý tinh vi để điều chỉnh công suất. Chúng được thiết kế để có thể chịu đựng những thay đổi trong đường dây điện cao áp,chúng được lạm dụng nhiều hơn trong lĩnh vực này và mang lại hiệu suất cắt tốt hơn trong khi tiêu thụ ít năng lượng hơn. Chúng cũng có giá thấp hơn các hệ thống điều khiển loại lớn.
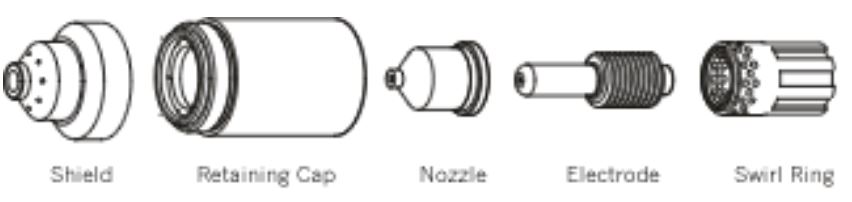
Hình 2 Một mỏ cắt PAC thường bao gồm một điện cực mang điện tích âm, một bộ phân phối khí để quay khí plasma thành xoáy ổn định, một vòi phun và một vỏ bao bọc để ngăn vòi phun khỏi bị bắn ra ngoài và để tập trung tia lửa.
Mỏ cắt PAC
Tất cả các mỏ cắt plasma đều chứa các yếu tố cơ bản giống nhau (xem Hình 2):
Một điện cực để mang điện tích âm từ nguồn điện
Một bộ phối khí, hoặc vòng cuộn xoáy để quay khí plasma thành một luồng xoáy ổn định
Một vòi phun để nén và tập trung các tia plasma
Một vỏ bọc bên ngoài để vòi phun khỏi văng ra ngoài và tập trung các tia lửa
Mỏ hàn giữ và sắp xếp các bộ phận tiêu thụ. Mỏ hàn plasma cải tiến trong những năm qua đã được tối ưu hóa và thiết kế để cải thiện khả năng làm mát, tăng tuổi thọ bộ phận, tăng cường đặc tính khởi động và tăng khả năng cắt.
Có gì mới trong HVAC PAC?
Bộ điều chỉnh điện áp
Các nhà sản xuất PAC hiện làm ra các bộ nguồn biến tần cho phép nhiều điện áp đầu vào. Bộ nguồn tự động phát hiện nguồn điện đầu vào, trong khoảng từ 200 đến 600 volt, một hoặc ba pha mà không cần phải đấu dây lại.
Bộ khởi động tiếp điểm
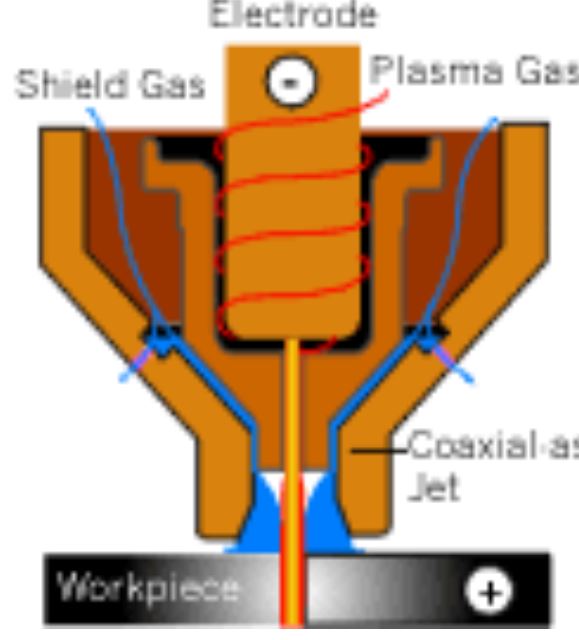
Một công nghệ khí vỏ chắn độc quyền đã được phát triển để cung cấp thêm năng lượng vào tia plasma. Khí vỏ chắn đồng trục định hướng cho tia plasma tập trung xung quanh vòi phun bằng một thiết kế đặc biệt thu nhỏ tiết diện phun.
Khi có tiếp điểm hồ quang plasma được hình thành bằng cách di chuyển điện cực và vòi phun .Quá trình này tương tự như tia lửa được tạo ra khi phích cắm điện gia dụng được rút nhanh khỏi ổ cắm. Phương pháp khởi động tiếp điểm tạo ra nhiều tần số vô tuyến (RF) ít hơn nhiều so với các hệ thống khởi động tần số cao truyền thống với máy biến áp ,tụ điện lỗi và khe hở tia lửa. Do đó, độ tin cậy bắt đầu được cải thiện và yêu cầu vỏ chắn cho CNC và các thiết bị điện tử khác bị giảm.
Khí bảo vệ lưu lượng cao
Một công nghệ khí vỏ chắn độc quyền đã được phát triển để cung cấp thêm năng lượng vào tia plasma. Khí vỏ chắn đồng trục định hướng cho tia plasma tập trung xung quanh vòi phun bằng một thiết kế đặc biệt thu nhỏ tiết diện phun. Lực của khí vỏ chắn đồng trục nhanh chóng loại bỏ vật liệu khỏi vết cắt. Hình 4 cho thấy sự gia tăng tốc độ có thể được thực hiện bằng cách sử dụng công nghệ này.
Mạch mồi 2 ngưỡng
Khi mồi và chuyển hóa hồ quang DC làm hao mòn các bộ phận của mỏ cắt, các nhà sản xuất đã thiết kế một mạch điều áp để kéo dài tuổi thọ vòi phun và cải thiện độ tin cậy của sự chuyển hóa hồ quang. Những điều trên kết hợp với vỏ chắn vòi phun bằng kim loại và tăng khả năng làm mát mỏ cắt và thiết kế độc quyền vật tư đã dẫn đến sự gia tăng đáng kể trong tuổi thọ các bộ phận. Các hệ thống cũ trung bình vài trăm bắt đầu từ vật tư tiêu hao. Các hệ thống mới có khả năng cắt giảm một ngàn hoặc nhiều hơn trên một bộ phần (xem Hình 5).
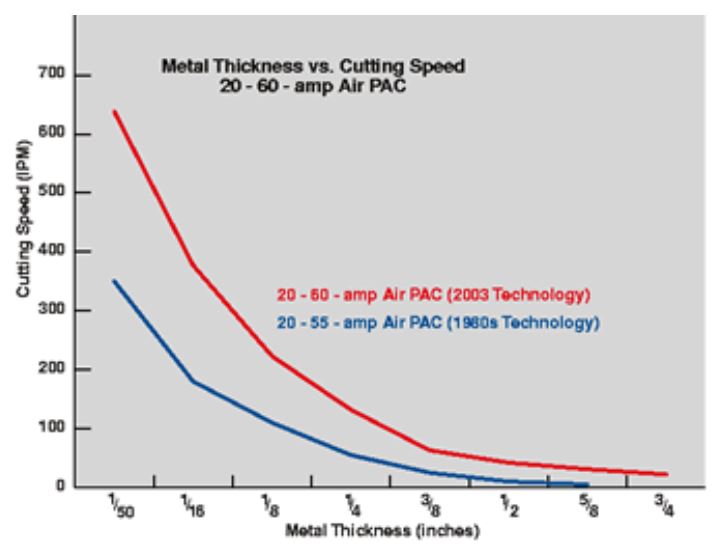
Với công nghệ độc quyền mới của khí vỏ chắn , lực của khí vỏ chắn đồng trục nhanh chóng loại bỏ vật liệu khỏi vết cắt. Biểu đồ này cho thấy sự gia tăng tốc độ
Mỏ cắt với khớp nối cắt nhanh
Hầu hết các nguồn cung cấp năng lượng hiện đại đều sử dụng mỏ cắt đóng ngắt nhanh. Điều này làm cho việc nhanh chóng và dễ dàng. Nó cũng cho phép thay đổi nhanh chóng từ tự động sang cắt thủ công.
Cắt cách điện
Cắt cách điện với một hồ quang không chuyển hóa (mỏ cắt trong chế độ mồi liên tục) ra đời được khoảng vài năm. Chế độ tương tự có thể được sử dụng để cắt kim loại nở hoặc thép tấm lỗ, hồ quang không thể được truyền năng lượng sang phôi. Nhờ vậy đã kéo dài tuổi thọ của vật tư được sử dụng trong chế độ mồi liên tục. Các tùy chọn khác để cắt cách điện bao gồm cắt tia nước đồng bộ hoặc cắt CNC Router cho ống dẫn trên cùng một máy.
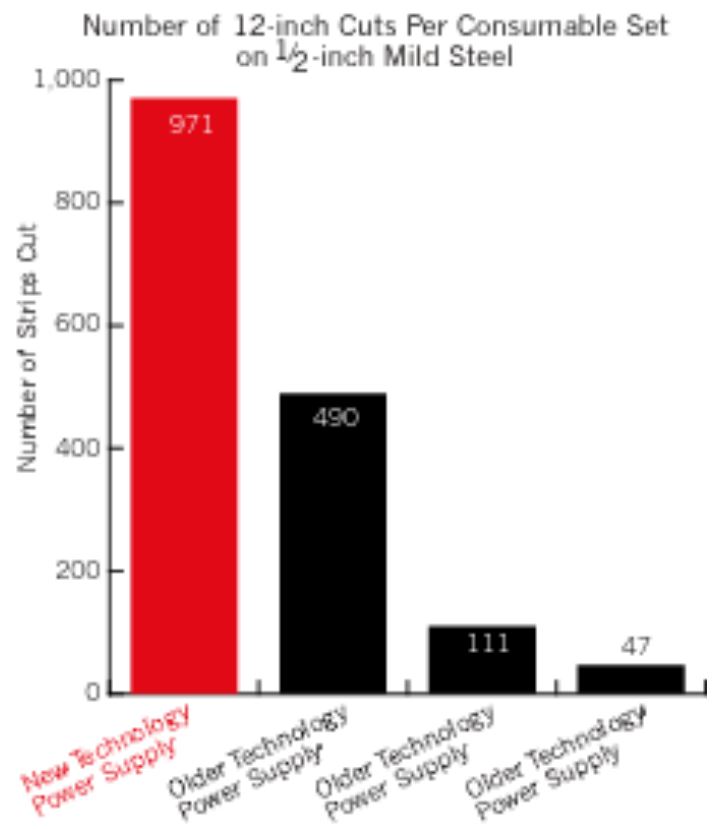
Các nhà sản xuất đã thiết kế một mạch tăng áp để kéo dài tuổi thọ vòi phun và cải thiện độ tin cậy truyền hồ quang. Các hệ thống cũ trung bình vài trăm bắt đầu từ vật tư tiêu hao. Các hệ thống mới có khả năng cắt giảm một ngàn hoặc nhiều hơn trên một bộ phần.
Những gì phía trước đối với để máy cắt Plasma HVAC?
Các nhà chế tạo dự đoán sự tăng trưởng ổn định về nhu cầu đối với máy cắt plasma HVAC được. Vào tháng 11 năm 2002, bằng sáng chế liên quan đến phần mềm HVAC đã hết hạn. Phí cấp phép liên quan đến công nghệ độc quyền này là một phần đáng kể trong tổng chi phí máy. Chi phí vốn của các hệ thống này dự kiến sẽ giảm. Đồng thời, các máy plasma HVAC mới sẽ được trang bị công nghệ plasma và tự động hóa mới nhất.
Theo Ken Shannon, chủ tịch của Hệ thống máy cắt hàng đầu ở Birmingham, Ala., Nhà cung cấp thiết bị cắt và tạo hình HVAC, “Hy vọng sẽ thấy máy cắt plasma HVAC với công nghệ điều khiển dựa trên PC cùng với nhiều tính năng hơn bao giờ hết và .Với mức giá thấp hơn, những máy này sẽ có thể tận dụng những tiến bộ trong phần mềm điều khiển chuyển động và hệ thống plasma đã tồn tại vài năm trên các máy chế tạo cao cấp hơn và với giá thấp hơn do thực tế là độc quyền phí cấp phép hệ thống HVAC không còn cần thiết nữa. ”
Điều khiển nhanh , ít tốn kém hơn dựa trên PC với khả năng đồ họa tiên tiến, liên lạc không dây, thư viện tập tin lớn và màn hình trợ giúp trực tuyến sẽ rút ngắn thời gian đào tạo và với kinh nghiệm của người thợ cắt thì việc vận hành máy là trong tầm tay. Kết quả sẽ là một hệ thống có thể cắt nhanh hơn, rẻ hơn và sạch hơn bao giờ hết cho các ứng dụng HVAC.
Jim Colt
Jim Colt là người quản lý ứng dụng quy trình cho Nhóm Hệ thống Cơ giới với Hypertherm và David Cook là nhà văn tự do cho Hypertherm Inc., Etna Road, P.O. Hộp 5010, Hanover, NH 03755, 603-643-3441, fax 603-643-5352, info@hypertherm.com, www.hypertherm.com. Hypertherm thiết kế, sản xuất và phân phối thiết bị cắt hồ quang plasma. Hypertherm® và HT® là các nhãn hiệu đã đăng ký của Hypertherm Inc. Thermal Dynamics® là nhãn hiệu đã đăng ký của Thermadyne Holdings Corporation.
