Mục đích:
Hình thành kỹ năng vân hành máy hàn hồ quang xoay chiều và điều chỉnh cường độ dòng điện hàn.
Thiết bị và dụng cụ:
- – Clê
- – Tuổc nơ vít
- – Cáp nối đất
- – Cáp hàn
- – Băng cách điện
- – Ampe kế
- – Bút thử điên
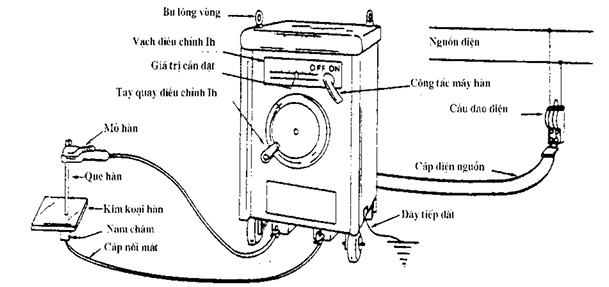
1. Kiểm tra mạch điện đầu vào
– Kiểm tra công tắc nguồn điện ở vị trí OFF.
– Kiểm tra tiếp xúc tại các chổ nối.
– Xiết chặt các bu lông.
– Kiểm tra dây nối đất của máy

2. Kiểm tra mạch điện đầu ra
– Kiểm tra tiếp xúc tại các chỗ nối.
– Xiết chặt các bu lồng.
– Nối dây mát với bàn hàn.
– Kiểm tra liếp xúc của dây.
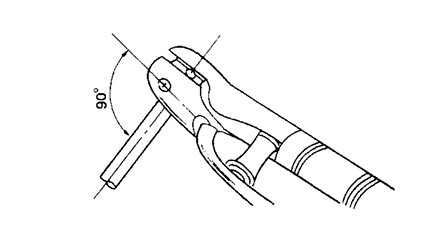
– Lắp vuông góc que hàn vào kìm hàn.
* Chú ý:
Láp que hàn tiếp xúc tốt tránh để phóng điện giữa que hàn và kim hàn.
3. Chuẩn bị Ampe kế
– Vạn núm chỉnh Ampe kế ở vị trí phù hợp.
– Điều chỉnh cho cáp hàn nằm ớ giữa khe mỏ kẹp của Ampe kế.


4. Điểu chỉnh cường độ dòng điện
– Bật công tắc điện vào máy.
– Bật công tắc trên máy hàn (ON).
– Xoay vô lăng điều chỉnh dòng điện theo vạch số trên máy hàn.
– Cho đầu que hàn tiếp xúc với vật hàn.
– Kiếm tra số chỉ dòng điện hàn trên Ampe kế.
– Tắt công tắc trên máy hàn.
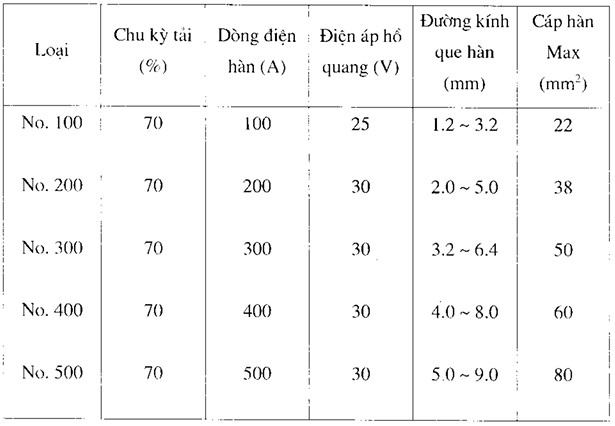
■ Thông số kỹ thuật của các máy hàn hồ quang xoay chiểu
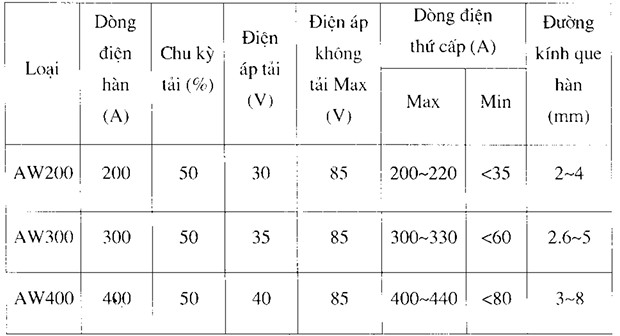
Ghi chú:
AW – Ký hiệu máy hàn hổ quang xoay chiều.
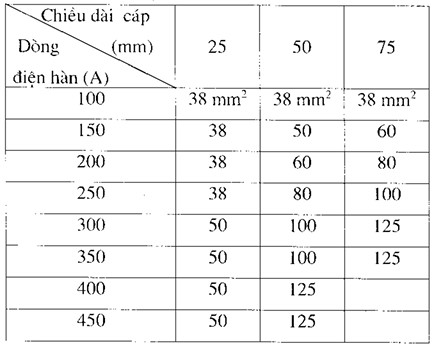
■ Quan hệ giưa chiều dài cáp hàn và cường độ dòng điện hàn
■ Tiêu chuẩn của kim hàn
CHUẨN BỊ CÁC TRANG BỊ BẢO HỘ LAO ĐỘNG VÀ DUNG CU
Mục đích:
– Biết cách sử dụng các trang bị bảo hộ lao động.
– Sử dụng các loại dụng cụ phù hợp với từng nội dung công việc.
Vật liệu: Thiết bị và dụng cụ:
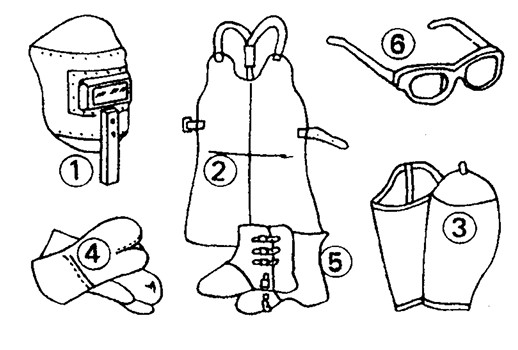
♦Trang bị bảo hộ lao động cho hàn:
- Mũ hàn hoặc mặt nạ hàn cấm lay .
- Tạp dề
- ống che tay
- Gàng tay da
- ống che chân.
- Kính bảo hộ
♦ Dụng cụ làm sạch:
- Búa lay
- Đục bàng
- Búa gõ xí
- Ban chải sắt
- Kìm cặp phôi.
1. Sử dụng trang bị bảo hộ lao động
– Lắp 2 miếng kính trắng bảo vệ ở 2 mặt của kính lọc ánh sáng.

– Mặc quần áo và trang bị bào hộ lao động đàm bào chắc chắn để không làm ảnh hưởng tới thao tác hàn.
– Sử dụng quần áo báo hộ khô và an toàn.
– Dùng ống che chân ở phía ngoài giày bảo hộ.
– Mặc tạp dề sao cho lúi tạp dé ờ phía mặt trong.

GÂY HỔ QUANG
Mục đích:
Hình thành kỹ năng gây hồ quang và chuyển động quc hàn.
Vật liệu:
– Thép tấm (9 X 150 X 150) mm.
– Que hàn (D4301, ọ 3.2 ).
Thiết bị và dụng cụ: Bảo hộ lao động.
– Bộ dụng cụ lam sạch: Mũi vạch, thước lá, búa nguội, đục, búa gõ xí,…
– Ampe ke.
1. Công tắc chuẩn bị
– Vận hành máy hàn
– Làm sạch bề mặt vật hàn bằng bàn chải sắt và vạch dấu.
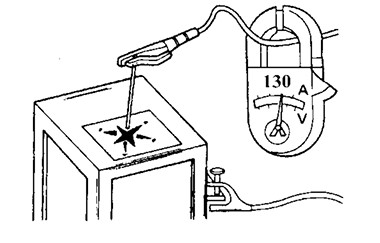
– Điều chỉnh dòng điện hàn ở mức (120~140 ) A.
– Đăt vật hàn lên trên bàn hàn.
2. Tư thế
– Cúi nghiêng thân trên về phía trước và mở rộng 2 chân.
– Cầm kìm hàn và giữ cánh taỵ ở vị trí ngang.

3. Gây hồ quang
– Lắp trục hàn vào kim hàn (vuông góc).
– Đưa que hàn đến gần vị trí gây hồ quang.
– Đưa mặt nạ hàn che mặt.
– Gây hồ quang.
+ Gây hồ quang lại điểm đầu đường vạch dấu.
+ Khi hồ quang hình thành, núng đầu que hàn lên khoáng 10 mm và kiếm tra lại điểm bắt đầu
+ Duy trì chiều dài hồ quang khoảng 3 mm.

- 2 phương pháp gây hổ quang:
(1) Gõ dấu hàn lên bề mặt vật hàn cho chập mạch sau đó tách và giữ khoảng cách từ dầu que hàn tới bềmăt vật hàn bằng khoảng đường kính
que hàn
(2) Quẹt đầu que hàn trên bề mặt vật hàn cho tiếp xúc (phát hồ quang) sau đó giữ khoáng cách từ dầu que hàn lói bể mật vật hàn bằng khoảng đường kính que hàn
– Thực hiện các đoạn hàn có chiều dài khoảng 25.-mm, chiều rộng khoảng 6mm.
(Chiều cao phần đáp của mối hàn nên thấp)
4. Ngắt hồ quang
Rút ngắn chiều dài hồ quang và ngắt nhanh
5. Làm sạch môi hàn
– Làm sạch xỉ và kim loại bắn tóc bằng búa gõ xỉ và đục bàng.
Chú ý: Không làm hư hại bề mặt vật hàn và mối hàn.
– Đánh sạch bề mặt bằng bàn chải sắt.

6. Kiểm tra
Sau khi hàn xong 1 que hàn, liến hành kiểm tra như sau:
– Kiểm tra chiều rộng, chiều cao mối hàn.
– Kiêm tra các khuyết tật: Cháy cạnh, chảy tràn., .
Chú ý:
– Nếu đầu que hàn không bị phủ thuốc bọc thì dễ gây hồ quang.
– Khi gây hồ quang, gõ nhẹ đầu que hàn lên bề mặt vật hàn làm lớp thuốc hoặc xí trên bề mặt bong ra (không gõ quá mạnh làm lớp thuốc bọc quanh đầu diện cực bị vỡ)
-Khi gây hổ quang, thỉnh thoảng đầu que hàn có thể bị dính vào vật hàn. Khi đó cần lắc que hàn sang phái, sang trái để tách que hàn ra khỏi vật hàn. Nếu đổ quá lâu, lớp thuốc bọc SC bị ảnh hưởng bởi nhiệt nung nóng.
