1/ Tại sao cần phải cân bàn….?

Phần lớn sự kỳ diệu trong in FDM 3D nằm ở sợi nhựa. Các vật liệu nóng chảy có thể dự đoán ở nhiệt độ nhất định, làm cho nó có thể định hình hình dạng của nó. Từ dây nhựa trên một cuộn đến đối tượng in 3D của bạn trên tấm bàn in.
Tất cả những gì chúng ta phải làm với máy in 3D là cung cấp cho dây nhựa những điều kiện phù hợp để nó làm việc. Bàn in máy in 3D là một phần quan trọng trong việc này vì nó cho phép vật liệu đùn đều trên toàn bộ bàn in.
Sau khi cân bàn máy in 3D, chúng ta cần điều chỉnh chiều cao Z. Đầu tiên chúng tôi làm điều này bằng tay để cân bằng lưu lượng dây nhựa và độ bám dính của bàn in. Sau đó, chúng tôi đặt giá trị trong phần mềm, để máy in biết khoảng cách giữa đầu đùn và bàn in.
Chúng ta cần cả bàn in và khoảng cách đầu đùn chính xác để có được lớp đầu tiên chắc chắn. Sau đó, chúng tôi có phần mặt đế hoàn hảo cho phần còn lại của công việc in 3D.
Nếu một trong hai cài đặt này bị tắt, bạn có thể dễ dàng biết từ lớp đầu tiên. Bạn chỉ cần biết những gì cần tìm!
2/ Dấu hiệu nào cho biết cần phải cân bàn?
Một bàn in cân bằng cho thấy một lớp đầu tiên nhất quán. Bất kỳ dấu hiệu ngược lại và cân bàn máy in 3D có thể chưa được cần bàn,
- Chiều cao và chiều rộng dây nhựa khác nhau trên bề mặt bàn in
- Khoảng cách giữa các dây nhựa thay đổi trên bề mặt bàn in
- Dây nhựa dính vào bề mặt bàn in chỉ ở một số nơi
Khoảng cách đầu đùn bị tắt
Khoảng cách đầu đùn là rất quan trọng để có được lớp nhựa đúng trên lớp đầu tiên của bản in 3D của bạn
Bằng cách đặt chiều cao Z, bạn quyết định khoảng cách đầu đùn bạn muốn. Nếu khoảng cách quá lớn hoặc quá nhỏ, bạn thường có thể biết bằng cách nhìn vào dạng các dây nhựa ép đùn trên đế in.
- Lớp đầu tiên hầu như không nhìn thấy hoặc rất mỏng: Điều này cho thấy chiều cao Z được đặt quá thấp, tạo ra một khoảng cách đầu đùn quá nhỏ.
- Đầu đùn đùn dây nhựa đã có trên đế in: Một lần nữa, điều này cũng cho thấy đầu đùn quá gần với đế in.
- Dây nhựa tập hợp trên đầu đùn: Điều này cũng có thể đến đầu đùn quá gần đế in.
- Không có dây nhựa đùn vào đế in: Điều này có thể đến từ lí do đầu đùn rất gần với đế in mà đơn giản là không còn chỗ để đẩy dây nhựa ra.
- Dây nhựa không dính vào đế in: Đầu đùn phải ấn xuống từng dòng dây nhựa ép đùn đủ để nó nằm trên đế in và dính vào. Nếu đầu đùn quá xa, điều này sẽ không xảy ra.
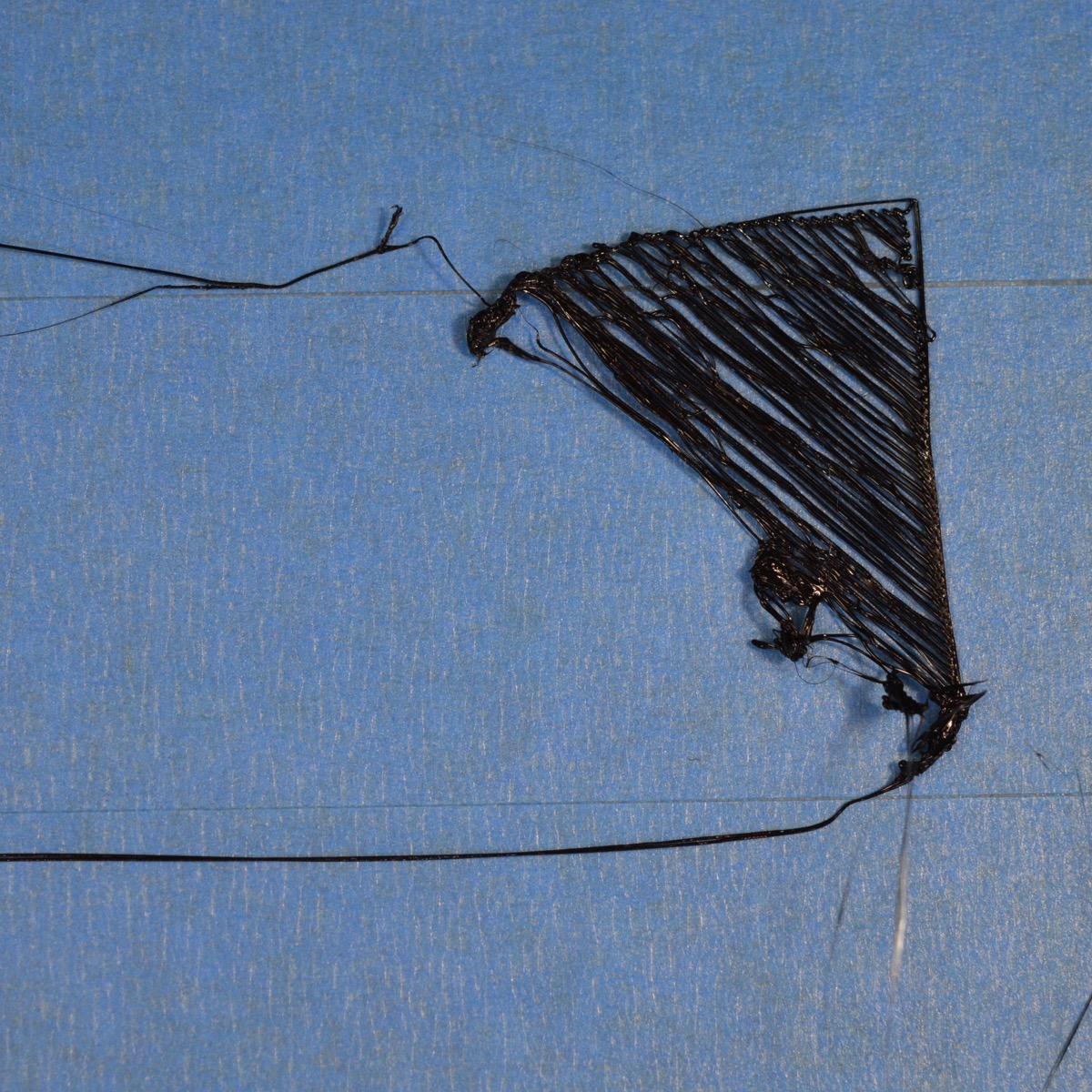
- Dây nhựa đi ra dưới dạng spaghetti: Đây có thể là một trường hợp nghiêm trọng của đầu đùn quá cao so với đế in.
Dụng cụ thực hiện
Dưới đây là một thiết lập khởi đầu tốt cho các công cụ cần thiết để duy trì mức độ đầu đế in và khoảng cách đầu đùn của máy in 3D của bạn:
- Một dao cạo râu đơn giản, một mặt là tuyệt vời để loại bỏ sợi in cũ khỏi đế in
- Tờ giấy: Để điều chỉnh độ nghiêng của máy in 3D và điều chỉnh khoảng cách đầu đùn, bạn sẽ cần một thẻ có kích thước bạn có thể thoải mái cầm và trượt giữa đầu đùn và đế in. Một mảnh giấy văn phòng thông thường được cắt giảm xuống khoảng 100 mm x 40 mm sẽ hoạt động tốt. Chúng tôi thích sử dụng độ dày 120-160 gsm, nhưng bạn sẽ tìm hiểu loại giấy bạn đã chọn và cảm giác khi sử dụng nó.
- Dùng tuavit hoặc lục giác: Đế in của máy in 3D của bạn có thể yêu cầu một trong những công cụ này để điều chỉnh ốc vít trên đế in.
- Đế chịu nhiệt, giống như những chiếc găng tay từ Rapicca, rất hữu ích để làm việc xung quanh đầu đùn.
- Một miếng vải cotton sạch và bàn chải bằng đồng, như Hyde Tools Mini Brush hoạt động tốt để làm sạch đầu đùn.
- Một dao cạo râu hoặc thìa có thể được sử dụng để cạo cặn từ bề mặt của đế in của bạn. Nếu bạn đã có một cái gì đó giống như thìa BuildTak, nó cũng sẽ hoạt động tốt.
- Xà phòng rửa chén và một miếng vải cotton khô, sạch cũng sẽ hữu ích để loại bỏ bụi và bụi bẩn.
- Rượu isopropyl, ví dụ như loại này từ MG Chemical , cho phép người ta làm sạch đế in được gắn vĩnh viễn vào máy in 3D. Chỉ cần kiểm tra rằng đế in có thể xử lý các chất làm sạch.
Các bước chuẩn bị
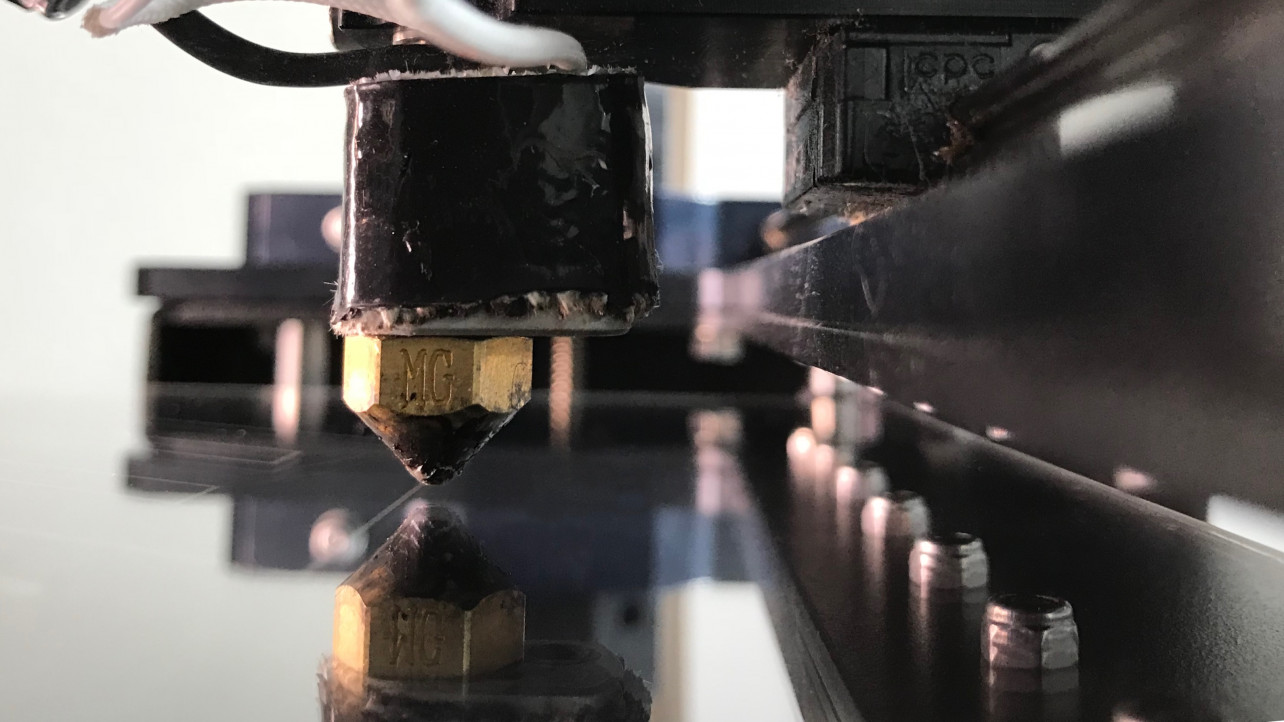
Làm sạch đầu đùn. Nếu bạn có nhiều nhựa trên đầu đùn, việc điều chỉnh khoảng cách giữa đế in và máy in 3D của bạn sẽ bị tắt. Rất may, đầu dễ dàng được làm sạch với một miếng vải cotton khô. Chỉ cần làm nóng đầu đùn đến bất kỳ nhiệt độ nào mà vật liệu cuối cùng của bạn được in và lau sạch. Nếu điều đó không thực hiện được, một chiếc bàn chải bằng đồng có thể được sử dụng để làm sạch cẩn thận xung quanh đầu. Chỉ cần cẩn thận không làm quá sức, nếu không đầu đùn hoặc đầu nóng có thể bị phá hỏng bởi sợi bằng đồng cứng. Và như mọi khi khi làm việc gần đầu nóng, hãy đeo găng tay chịu nhiệt và sử dụng thông thường.
Làm sạch bàn in. Giống như đầu đùn, bề mặt bàn in máy in 3D của bạn cũng cần được làm sạch. Hoặc ít nhất là không có bụi bẩn hoặc mảnh vụn. Đối với đế in bằng kính, chúng tôi chủ yếu sử dụng dao cạo râu hoặc thìa để cạo bất kỳ dư lượng nào. Lưỡi dao cũng sẽ hoạt động trên các bề mặt cứng khác, nhưng hãy chắc chắn không sử dụng nó trên đế in có thể dễ dàng bị hư hỏng. Sau đó, chúng tôi tiến hành rửa đế in (loại bỏ khỏi bộ phận làm nóng và máy in 3D) bằng nước rửa chén thông thường và nước ấm. Đối với đế in không thể tháo rời, bạn thường có thể sử dụng cồn isopropanol trên vải cotton. Sau đó, làm khô nó bằng một miếng vải cotton tươi. Đó cũng là một ý tưởng tốt để không chạm vào đế in bằng tay trần của bạn, vì điều đó có thể thêm dầu từ da của bạn. Chúng tôi không muốn có bất kỳ dầu mỡ nào trên bề mặt, vì điều đó sẽ làm tổn thương sự bám dính của đế in. Đối với các loại đế in khác,
Nóng hay lạnh? Đối với quá trình cân bàn in, không có vấn đề gì nếu đế in hoặc đầu đùn nóng hoặc lạnh. Để đặt chiều cao Z, bạn nên làm theo các đề xuất cho kiểu máy in 3D của mình. Nếu bạn không chắc chắn, hãy bắt đầu với một đầu đùn lạnh và đế in.
Cách điều chỉnh cân bàn
Cân bằng máy in 3D bằng tay, với điều chỉnh độ cao Z cho khoảng cách đầu đùn hoàn hảo, có thể là một trải nghiệm khó chịu ngay cả đối với các nhà sản xuất dày dạn. Nhưng ngay khi bạn hiểu những điều cơ bản của quy trình, bạn sẽ dễ dàng thành thạo kỹ năng hữu ích này.
Nhiều máy in 3D có cân bằng đế in tự động hoặc bán tự động, nhưng thường việc cân bằng thủ công sẽ cho lớp dưới trông đẹp hơn. Và khi có điều gì đó không ổn với lớp đầu tiên của bạn, bạn có thể tìm thấy phần bị lỗi hoặc cài đặt nếu bạn biết những gì đang diễn ra trong quá trình cân bàn.
- Chuẩn bị sẵn thẻ , tờ giấy: Công cụ quan trọng nhất của bạn để cân bằng đế in máy in 3D là mảnh giấy văn phòng thông thường được đề cập ở trên. Điểm khởi đầu tốt cho độ dày của giấy là khoảng 120-160 gsm, nhưng bạn sẽ biết cách cảm nhận mức độ giấy bạn chọn sẽ tạo ra (nhiều hơn về sau).
- Bắt đầu bằng cách tạo ra một số không gian làm việc: Hầu hết các đế in máy in 3D FDM được gắn ba hoặc bốn ốc vít có thể điều chỉnh ở các góc hoặc dọc theo các cạnh của đế in. Điều chỉnh mỗi ốc vít một ít để tăng khoảng cách giữa đầu đùn và đế in.
- Di chuyển bàn in: Bây giờ bạn muốn đặt đầu đùn gần với bản dựng, bằng tay hoặc bằng phần mềm bạn sử dụng để điều khiển máy in 3D.
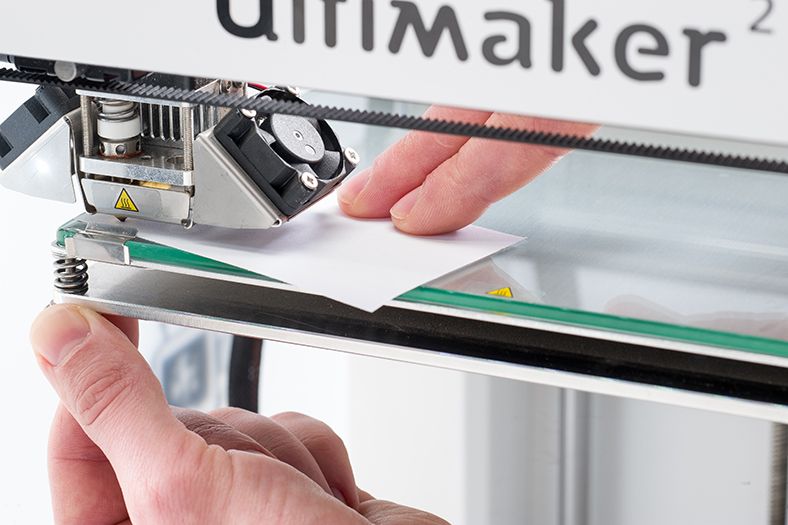
- Đo lường và điều chỉnh: Bạn muốn hiệu chỉnh đế in máy in 3D sao cho nó ở mức càng tốt ở cả bốn góc và ở giữa. Nhìn chằm chằm vào một góc, di chuyển đầu in ở đó và đặt thẻ chỉ mục giữa đầu đùn và đế in máy in 3D. Nếu không có lực cản kéo thẻ chỉ số qua lại giữa đùn và đế in, điều chỉnh vít gần nhất để thắt chặt khoảng cách. Cẩn thận không gây áp lực lên đế in máy in 3D chẳng hạn như bàn tay của bạn, vì điều này sẽ đẩy đế in xuống đủ để làm cho khoảng cách lớn hơn thực tế. Sử dụng thẻ chỉ mục của bạn một lần nữa và lặp lại cho đến khi bạn có thể cảm thấy một lực kéo nhẹ từ đầu đùn và đế in máy in 3D chạm vào thẻ chỉ mục khi di chuyển qua lại. Sau đó lặp lại quá trình tương tự trên tất cả các góc còn lại. Khi các góc được ổn, làm tương tự với đầu in ở giữa tấm bản dựng. Điều chỉnh lại các ốc vít nếu cần thiết. Sau đó, kiểm tra lại từng góc và trung tâm một lần nữa, vì các điều chỉnh liên tục có thể đã ảnh hưởng đến các điểm khác. Nếu đó là trường hợp, lặp lại toàn bộ quy trình cho đến khi tất cả năm điểm được san bằng.
- Đặt khoảng cách đầu đùn: Vì khoảng cách đầu đùn thay đổi trong khi cân bằng đế in máy in 3D, giờ đây bạn phải điều chỉnh độ cao Z và lưu giá trị mới vào cài đặt máy in 3D của mình. Điều này được thực hiện bằng cách sử dụng cùng một thẻ chỉ mục như trước đây và phần mềm điều khiển máy in của bạn. Giá trị khoảng 0,1 mm là tốt để nhắm tới, nhưng bạn ultimatley muốn khoảng trống tạo ra dòng dây nhựa được cắt hoàn hảo trên đế in. Khi bạn cảm thấy thẻ chỉ số kéo giữa đầu đùn và đế in, bạn nên có chiều cao phù hợp.
- Kiểm tra lớp đầu tiên: Trước khi chạy in 3D hoàn chỉnh, bạn chỉ nên in lớp đầu tiên để xác minh điều chỉnh khoảng cách đầu đế in thành công và điều chỉnh khoảng cách đầu đùn. Nếu thành công, lớp đầu tiên sẽ trông giống nhau trên toàn bộ bề mặt. Và khi bạn có điều chỉnh độ cao Z vừa phải, khoảng cách đầu đùn của bạn sẽ tạo ra các dòng dây nhựa hơi nhỏ trên đế in. Mỗi dòng nên chạm, nhưng không chồng chéo quá nhiều để bạn có dây nhựa tích tụ trên đế in hoặc trên đầu đùn
