1/ Support trong in 3d là gì?
Support (tạm dịch là cấu trúc hỗ trợ) in 3D là phần cấu trúc được thêm vào trong quá trình in 3D với mục đích nâng đỡ các bộ phận hoặc làm cầu nối các bộ phận của sản phẩm. Thành phần này cần phải được loại bỏ in khi quá trình in 3D hoàn thành, việc loại bỏ cũng cần phải có sự cẩn thận để đảm bảo không làm ảnh hưởng đến các bộ phận trên sản phẩm in (gãy, mất thịt, trầy bề mặt của sản phẩm). Để giảm lãng phí khi phải tạo support, tiết kiệm thời gian, giải pháp được đưa ra là: sử dụng loại nhựa khác cho phần support, thiết lập support có layer dày hơn, chạy tốc độ cao hơn,…
1.1/ Tại sao cần phải có support?
Việc sử dụng support khi in 3D phụ thuộc vào loại máy in 3d của bạn đang dùng công nghệ gì và sản phẩm bạn muốn in 3d có hình dạng như thế nào. Việt Machine sẽ lựa chọn công nghệ FDM để giải thích lý do cần sử dụng support (đây là công nghệ được sử dụng rất phổ biến tại Việt Nam):
Máy in 3D FDM sẽ làm nóng chảy vật liệu nhựa, sau đó đùn ra để tạo thành các lớp layer sản phẩm. Khi nhựa nóng vừa mới ra khỏi đầu in nó sẽ không nguội và đông cứng ngay lập tức, nếu những lớp layer nhô ra ngoài quá xa so với lớp layer bên dưới thì nó sẽ bị chảy xuống bên dưới và làm hỏng lớp layer đó. Chính vì vậy, trước khi in cần phải có một khối support được tạo sẵn để làm giá đỡ.
1.2/ Nguyên lý tạo support trong in 3D là gì?
Tạo support trong quá trình in 3D làm mất thêm thời gian và vật liệu nhựa. Nhưng trong một số trường hợp cụ thể cần phải có support, vì nó quyết định đến sự thành công của sản phẩm in 3d và chất lượng. Theo nguyên lý góc 45°, nếu phần nhô ra của layer có góc lệch với phương thẳng đứng không quá 45° thì không cần phải tạo support trong quá trinh in. Nếu như góc lệch đó lớn hơn 45° thì cần phải tạo support.
Việc tạo support in 3d không cần phải làm thủ công mà các phần mềm sẽ hỗ trợ toàn bộ. Phần mềm sẽ tính toán và tự động tạo ra phần support nếu như được yêu cầu. Tất nhiên, các phần mềm sẽ cho người vận hành máy in 3D can thiệp vào bằng cách thay đổi vị trí support, mật độ support, kiểu support.
2/ Tối ưu support trong khi in 3D
Khi mới in 3d bạn sẽ không có nhiều kinh nghiệm để chọn support và khai báo các thông số phù hợp, dĩ nhiên kể cả người sử dụng lâu năm cũng không để ý tới yếu tố này. Nhưng nếu in thường xuyên và in nhiều và cần chất lượng sản phẩm in 3d đạt chất lượng thì bạn không thể bỏ qua support, nội dung bên dưới này sẽ giúp bạn hiểu lý do tại sao.
2.1/ Quyết định xem mô hình của bạn có cần support hay không

In 3D, giống như mọi thứ khác trên Trái đất, bị giới hạn bởi trọng lực. Mặc dù có khả năng tuyệt vời để biến các cuộn nhựa thành lính đồ chơi, thanh kiếm khổng lồ và các mô hình thú vị khác, máy in 3D không thể in được trên không trung, in trên lớp không khí. Để chống lại vấn đề này, phần mềm chia lớp sẽ thêm tất cả các loại Support in 3D cùng với mô hình của bạn. Và một khi toàn bộ điều được in, những Support đó có thể được gỡ bỏ. Nhưng không phải bản in 3D nào cũng cần có Support – điều cần lưu ý khi chuẩn bị in. Một phần lớn của in 3D Support để biết cách tránh chúng. Trước tiên, hãy tự hỏi: Support in 3D có cần thiết cho mô hình của bạn không?
Dưới đây, làm thế nào để biết liệu mô hình của bạn có cần Support hay không:
- Góc của phần nhô ra hoặc cầu: Phần nhô ra là nơi mà máy in sẽ phải in một phần hoặc hoàn toàn trên không, chẳng hạn như cánh tay của chữ T hoặc Y được in theo chiều dọc. Cầu là phần nhô ra được kết nối với mô hình ở cả hai đầu, chẳng hạn như giữa chữ H. Chúng thường được đo bằng góc, được đo từ trục Z phía trên phần nhô ra.
- Ví dụ: chữ T chứa phần nhô ra 90 độ, trong khi chữ Y có phần nhô ra 45 độ. Nếu bạn phát hiện ra phần nhô ra nghiêm trọng trong mô hình của bạn (trên 60 độ), bạn có thể cần Support. Và nếu mô hình của bạn có phần nhô ra trên 90 độ (ví dụ: chữ thường r), Support là cần thiết.
- Tốc độ in: Nói chung, tốc độ in chậm dẫn đến bản in chất lượng cao hơn. Nhưng khi nói đến Support in 3D, điều đó không phải lúc nào cũng đúng. Tốc độ in càng nhanh, phần nhô ra càng tốt và đặc biệt là các cây cầu trên chi tiết được tạo ra nhanh hơn ( không bị võng xuống). Nếu bạn có xu hướng in chậm, hãy đảm bảo bật Support.
Dưới đây là một số hướng dẫn chung để tránh phải in với các Support:
- Định hướng in chính xác: Ví dụ, hãy để nói rằng chúng tôi muốn in chữ T. Nếu chúng tôi cố gắng in nó đứng thẳng, chúng tôi cũng buộc phải Support in 3D. Nhưng nếu chúng ta chỉ đơn giản xoay mô hình để T nằm ngược lại ( phần đầu chữ T tiếp xúc mặt bàn) , chúng ta không cần Support, tiết kiệm cả vật liệu và thời gian. Đảm bảo mô hình của bạn ở hướng tốt nhất để giảm thiểu Support in 3D.
- Giảm góc nhô ra. Nếu bạn tự tạo mô hình, hãy cân nhắc chỉnh sửa nó để giảm các góc nhô ra. Góc bo và vát có thể làm nhẵn các góc sắc nét, làm tăng đáng kể chất lượng của phần nhô ra in 3D.
- Xem xét tách mô hình thành hai phần. Hình cầu là một trong những hình dạng khó nhất để in 3D, vì phần nhô ra lớn ở gần đáy có xu hướng lộ ra khá xấu xí, ngay cả khi có Support. Trong trường hợp như vậy, nó dễ dàng hơn nhiều để in hai nửa hình cầu riêng biệt và dán chúng lại với nhau để có một sản phẩm đẹp, không cần Support.
2.2/ Chọn loại support phù hợp
Support lưới (grid) là loại Support phổ biến nhất. Chúng phổ biến vì chúng dễ dàng tùy chỉnh, tạo nhanh và hoạt động tốt cho hầu hết các mô hình 3D. Nhược điểm là: nếu không được in đúng cách các Support có thể để lại dấu vết trên mô hình đã hoàn thành và có thể là một khó khăn để loại bỏ chúng sau này. Cura là phần mềm cắt lớp được sử dụng phổ biến nhất tại Việt Nam để hỗ trợ quá trình in 3D, nên các hướng dẫn bên dưới sẽ tham chiếu theo phần mềm này để người đọc dễ hình dung hơn
Support cho phần nhô ra bằng phẳng, góc cạnh
Trong phần mềm Cura: Nếu bạn có thể nhìn thấy tùy chọn mẫu Support, bên dưới Support, chỉ cần nhấp vào thiết bị cài đặt và đảm bảo rằng nó đã được kiểm tra. Sau đó, sử dụng danh sách thả xuống để chọn Support ưa thích của bạn. Chuyển từ chế độ xem rắn sang chế độ xem lớp ở giữa trên cùng để xem giao diện của nó.
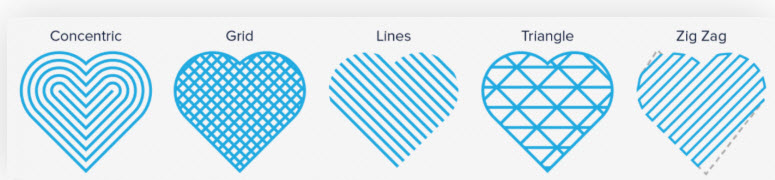
Loại Support mặc định trong Cura là Support mạng dạng lưới, hợp lý vì các mẫu lưới đóng vai trò là hình dạng Support đa năng tuyệt vời. Tuy nhiên, thực tế có 7 loại support để lựa chọn trên phần mềm (một số mẫu được mô tả ở trên). Đảm bảo chọn một mẫu Support phù hợp với hình dạng mô hình của bạn. Ví dụ: đồng tâm (cocentric), rất hữu ích cho các hình cầu và các hình dạng khác mà không được Support bởi một lưới. Các đường (line) rất phù hợp khi bạn cần các Support siêu dễ dàng để loại bỏ, chẳng hạn như các lỗ hoặc sàn của một tòa nhà. Các mẫu khác ít được sử dụng hơn một chút, nhưng hãy thoải mái thử nghiệm chúng nếu có nhu cầu.
Hình dạng phức tạp (con người, động vật)
Trong phần mềm Cura: Nhấp vào bất kỳ bánh răng cài đặt và kiểm tra để hiển thị Experimental > Tree Support (Thử nghiệm> Support cây). Sau đó, đóng cửa sổ và cuộn xuống trang thiết lập in và đánh dấu vào ô Support cây để tạo Support. Hãy chắc chắn rằng mô hình của bạn được định vị và định hướng đúng trước tiên, vì chúng có thể mất nhiều thời gian để tạo.
Vì loại cây Support không lồng chạm vào mô hình quá nhiều, nên chúng thường mang lại bề mặt tốt hơn tại vị trí đở. Tuy nhiên, chúng có thể mất nhiều thời gian để cắt, vì cây được tạo ra một cách linh hoạt. Chọn các Support này nếu mô hình của bạn có nhiều hình dạng hữu cơ hoặc phần nhô ra nhỏ hoặc không quá dốc (dưới 70 độ). Các Support này không tốt cho các phần nhô ra (như mái nhà), vì chúng chỉ chạm vào mô hình tại một vài điểm.
Các Support có thể hòa tan là một sự thay thế thích hợp nhưng chất lượng cao cho các Support điển hình, được in cùng chất liệu với mô hình. Với sự ra đời của máy in phun kép ( 2 đầu phun) , một vòi có thể in mô hình bằng PLA trong khi đầu kia in tất cả các vật liệu Support dùng sợi nhựa hòa tan trong nước (thường là PVA). Khi bản in 3D kết thúc, chỉ cần ngâm bản in vào nước và các giá đỡ sẽ hòa tan.
2.3/ Mật độ support
Thiết lập mật độ support ảnh hưởng rất nhiều đến thời gian in và vật liệu nhựa. Theo kinh nghiệm bạn nên bắt đầu với mật độ khoảng 10% và sau đó điều chỉnh theo ý thích của bạn. Để xem các Support được cắt của bạn trong Cura, hãy nhấn( ‘Layer view’ và ‘Show helpers’) ‘Chế độ xem lớp và’ Hiển thị trợ giúp. Dưới đây là một số yếu tố ảnh hưởng đến mật độ Support:
- Tốc độ in: Bạn in càng nhanh, sự Support của bạn càng ít dày đặc hơn để có được một bản in chất lượng tốt.
- Chất lượng in mong muốn: Đối với phần nhô ra chất lượng cao hơn, bạn có thể tăng mật độ (với chi phí lãng phí vật liệu và thời gian in). Nếu nó quá cao, đôi khi Support loại bỏ có thể làm hỏng sản phẩm
- Kích thước nhô ra: Phần nhô ra càng lớn, Support bạn cần càng dày đặc . Đặc biệt đối với phần nhô ra 90 độ, mật độ Support ít nhất 15% được khuyến nghị.
- Support loại bỏ: Các Support càng dày đặc thì càng khó để loại bỏ chúng. Ngoài ra, Support càng dày đặc, bạn càng lãng phí vật liệu và mất nhiều thời gian in
2.4/ Một số cài đặt nâng cao

Cura là một phần mềm nguồn mở, có rất nhiều cài đặt khác để tìm hiểu để bạn có thể hoàn thiệnsản phẩm in của mình. Những cài dặt nâng cao này có thể chẳng cần sử dụng đến nó, nhưng nếu biết thì sẽ tối ưu được phần nào công việc:
- Support placement (Vị trí Support) Bạn có thể chọn nơi Cura sẽ tạo Support: ở mọi nơi ( everywhere) (bao gồm cả trên mô hình) hoặc chỉ từ mặt bàn (chỉ chạm vào bàn).
- Support overhang angle (Support góc nhô ra). Điều này kiểm soát góc nhô tối thiểu nơi Cura sẽ tạo các Support (mặc định 60 độ). Nếu máy in của bạn có thể xử lý lên đến 70 độ khá tốt, thỉnh thoảng thay đổi cài đặt này sẽ giúp tiết kiệm nhựa và công việc gỡ bỏ Support .
- Support Z distance (kKhoảng cách Z). Đây là khoảng cách giữa lớp trên cùng của Support và lớp đầu tiên của mô hình. Cần một ít không gian để các Support có thể bị phá vỡ dễ dàng và thực sự không thể dính vào mô hình. Nếu bạn thấy rằng các Support của bạn quá dính vào mô hình, hãy xem xét tăng giá trị này một chút.
- Gradual support infill steps (Bước giảm support). Cura có một tùy chọn nhỏ gọn để giúp bạn tiết kiệm thời gian in và vật liệu. Đối với những Support thực sự cao và dày đặc, Cura sẽ Support in 3D ở mật độ thấp hơn ở phía dưới và mật độ cao hơn ở gần mô hình, nơi bạn thực sự cần nó. Cài đặt này kiểm soát số lần cắt giảm mật độ Support một nửa từ trên xuống.
3/ Support với vật liệu PVA
Vật liệu PVA có mặt cách đây vài năm nhưng vẫn chưa phổ biến trong giới in 3d do khó khăn về công nghệ, vì để in support bằng PVA thì bạn phải có máy in 3D ít nhất 2 đầu, vì một đầu bạn sẽ in sản phẩm với vật liệu bất kỳ, còn đầu kia chỉ để in phần support PVA, và khi nhúng trong nước phần PVA sẽ hòa tan và để lại sản phẩm hoàn chỉnh PLA.

3.1/ Nhựa PLA là gì?
Poly-vinyl alcohol (PVA) là một loại nhựa nhiệt dẻo nhiệt độ thấp với đặc tính thú vị là hòa tan trong nước. PVA hòa tan nhanh chóng bằng cách đặt chìm đơn giản. Một khối lập phương 10cm được in với infill 20% và đặt chìm trong một cốc nước ở nhiệt độ phòng sẽ bắt đầu vỡ ra trong vòng 20 phút, và hoàn toàn trong vòng 24 giờ. Để tăng tốc độ hòa tan, có thể khuấy nhẹ, hoặc dùng nước. Nước sẽ nhanh chóng trở thành một màu trắng đục. PVA không mùi và không độc hại và cũng có khả năng chịu được dầu, mỡ và dung môi.
3.2/ Khi nào sử dụng nhựa PLA để tạo support
Trong nhiều trường hợp, bắt buộc phải in kèm PVA vì support phức tạp, không thể gỡ bằng tay, nhất là các chi tiết có khoảng trống bên trong gồm kênh dẫn, rãnh dẫn, và các kết cấu nội tại của sản phẩm. Với in vật liệu support hòa tan PVA bạn sẽ đảm bảo được tính thẩm mỹ của chi tiết, không bị rầy xướt , có vết của phần support khi gỡ, và in 3D với support PVA thì độ chuyên nghiệp cao hơn, không phải sử dụng các biện pháp thủ công tốn kém thời gian và tốn kém chi phí nhân công. Hiện nay cũng khó kiếm nơi bán vật liệu PVA vì như đã nói ở trên, máy 2 đầu chưa phổ biến hoặc giá còn cao, vì vậy chỉ những công ty hoặc cá nhân am hiểu, dịch vụ in 3D mới đầu tư máy 2 đầu và tích hợp vật liệu PVA khi in. Giá thành nhựa PVA sẽ cao hơn vài lần so với nhựa thông dụng nhưng không đáng kể do phần support không tốn nhiều nhựa.

Nếu bạn sử dụng các sợi nhựa in 3d khác như ABS, PETG, Nylon hoặc TPE, tất cả đều in ở nhiệt độ cao hơn hoặc không bám dính tốt với sợi nhựa PVA, hãy sử dụng vật liệu hỗ trợ khác hoặc thậm chí chỉ sử dụng vật liệu hỗ trợ cùng chất liệu. Giống như HIPS, hỗ trợ hoàn hảo cho ABS, PVA có chi phí cao hơn vật liệu in 3D thông thường, vì vậy nếu bạn đang in một mô hình khá đơn giản, một mô hình có hỗ trợ dễ lau chùi hoặc bạn có kế hoạch xử lý nguội thêm bản in 3D của mình, thì hãy kiên trì in hỗ trợ của bạn với cùng một loại vật liệu

3.3/ Nhiệt độ tốt nhất cho vật liệu nhựa PVA
Thương hiệu sợi nhựa bạn sử dụng ảnh hưởng đến nhiệt độ in cho PVA ( nhưng không chênh lệch nhiều), hãy in ở nhiệt độ 185 ± 15°C hoặc nếu bạn sử dụng Ultimaker PVA, hãy in nó ở nhiệt độ 215 ± 5°C. Không nên để cao hơn nhiều so với nhiệt độ này, vì PVA rất dễ bị nướng chín và sinh ra cacbon hóa trong đầu phun. Nói cách khác, nó dễ bị tắc, vì vậy hãy đảm bảo bạn giữ nhiệt độ in thấp và rút sợi nhựa ra khỏi đầu in khi không sử dụng.
Giống như nylon, PVA hút ẩm, có nghĩa là nó hấp thụ nước từ không khí dễ dàng. Khi lần đầu tiên mở cuộn PVA, hãy bỏ chất hút ẩm mà nó đi kèm để bạn có thể lưu trữ nó trong một hộp kín khi bạn sử dụng nó. Nếu bạn quên cất nó và để cuộn nhựa bên ngoài quá lâu, bạn sẽ thấy PVA của bạn bị rít và phồng lên khi bạn in, cho biết nó hấp thụ nước. Không phải lo lắng và bỏ cuộn nhựa đi, chỉ cần làm khô nó trong lò trong vài giờ để kéo hết hơi ẩm ra và sau đó bảo quản trong hộp kín.