1/ Nhựa in 3D là gì?
Nhựa in 3D là vật liệu để bồi đắp lên mô hình sản phẩm bằng những công nghệ in 3D thông qua sự hỗ trợ của máy in 3D và các phần mềm kỹ thuật. Có rất nhiều các loại vật liệu khác nhau tùy thuộc vào nhu cầu và phương pháp công nghệ để có thể đưa ra sự lựa chọn, vật liêu in 3D là yếu tố quan trọng để cấy thành lên sản phẩm (chất lượng, độ bền, độ cứng, độ thẩm mỹ,….)

2/ Những loại nhựa in 3D phổ biến
Vật liệu in 3d có tới 25 loại từ nhựa PLA thông dụng, tới các loại nhựa nhiệt dẻo để làm sản phẩm có tính đàn hồi như vỏ giày, xích xe tăng, băng tải,.. Rồi tới nhựa kỹ thuật POM, Acrylic. Về mỹ thuật sẽ có các dòng vật liệu chuyên cho giả gỗ, thép, đồng,.. và cả vật liệu thay đổi màu sắc khi chiếu ánh sáng vào, rồi vật liệu phản quang,.
Tên của 25 loại nhựa in 3d: PLA, ABS, PETG (PET, PETT), Nylon, TPE, TPU, TPC (Flexible), PC (Polycarbonate), Exotic and Recreational Types of 3D Printer Filament, Wood, Metal, Biodegradable (bioFila), Conductive, Glow-in-the-Dark, Magnetic, Color-Changing, Clay/Ceramic, Professional Types of 3D Printer Filament, Carbon Fiber, PC / ABS, HIPS, PVA, Wax (MOLDLAY), ASA, PP, Acetal (POM), PMMA (Acrylic), Cleaning, FPE
2.1/ Những loại nhựa in 3d thường được dùng
Nhựa PLA
Đây được xem là nhựa phổ biến nhất cho các dòng máy gia đình vì không độc, dễ in và không có mùi. Được làm từ bột bắp (nhưng cũng có thể tìm thấy giống mía và khoai mì), làm cho nó có thể phân hủy sinh học. Đây là một vật liệu dễ dàng để in 3D. Ngoài ra, PLA phát ra một mùi thơm ngọt ngào dễ chịu khi được làm nóng. Vì lý do này, nhiều người thích nó hơn ABS. Hơn nữa, nó là một vật liệu in 3D phù hợp cho tiếp xúc với thực phẩm (tuy nhiên, PET là lựa chọn số một) và nó co lại ít hơn so với ABS khi làm mát. Về nhược điểm, PLA kém bền hơn so với ABS và dễ bị nóng. Vì vậy, đối với các bộ phận cần cho các mục đích kỹ thuật, tốt hơn nên dùng ABS. PLA có nhiều màu sắc. Ngoài ra, có thể tạo cho nó vẻ ngoài của gỗ hoặc kim loại. Giống như sợi nhựa ABS
Ứng dụng: Mô hình khái niệm, Dự án DIY, Dự án DIY Mô hình chức năng, Sản xuất

Thông số nhựa
- Độ cứng: Cao , Độ dẻo : Kém và độ bền : Trung bình
- Nhiệt độ in: 180-230 độ, thường chọn chuẩn là 200 độ
- Nhiệt độ bàn gia nhiệt : 20-60 độ ( nhưng không cần thiết lắm)
- Độ co ngót khi nguội: Ít
- An toàn cho mảng thực phẩm
- Nhựa PLA chịu nhiệt kém do đó sản phẩm in không nên dùng trong môi trường trên 60 độ
- Ứng dụng của nhựa PLA: In hộp đựng, in chi tiết chịu mòn kém, in đồ chơi, in mô hình
Nhựa ABS
Đây là loại nhựa thông dụng thứ 2, được dùng khi sản xuất các chi tiết chịu nhiệt, chịu lực và thường in trong môi trường kín, không có con người . Acrylonitrile butadiene styrene (ABS) là vật liệu phổ biến trong các sản phẩm dân dụng và công nghiệp như đồ chơi lego, mũ bảo hiểm, cơ tính khá tốt bù lại in sẽ khó hơn do nhiệt độ cao, độ co ngót lớn ( dễ nứt), và nặng mùi, hơi độc
Thuộc tính nhựa
- Độ cứng : cao, độ bền : cao, độ đàn hồi: trung bình
- ĐỘ khó khi in: Trung bình
- Nhiệt độ in: 210 – 250 độ
- Nhiệt độ bàn gia nhiệt : 80-110 độ
- Dung môi xử lý: aceton, eston
- Không an toàn cho ứng dụng trong đồ dùng thực phẩm
- Ứng dụng: hộp đựng tay nghe, đồ chơi chịu mòn, tay cầm dụng cụ, các bộ phận xe cộ, và vỏ hộp điện
Nhựa PEEK
PEEK là một trong những loại nhựa in 3D được thiết kế cho các bộ phận hiệu suất cao. Nhựa này có khả năng chịu ứng suất, nhiệt độ và hóa chất cao. Nhưng đó không phải là tất cả, các bộ phận được chế tạo từ PEEK có thể tiếp xúc với bức xạ tia X và gamma. Mặc dù khá cứng nhưng vật liệu này dễ chế tạo. Tuy nhiên, điều hấp dẫn về khả năng chịu nhiệt độ là máy in 3D của bạn phải nóng tới 400 ° C để đùn loại vật liệu này – nên in với một dịch vụ in 3D chuyên nghiệp. Bên cạnh mức giá cao, đây có thể là điều không nên đối với bạn vì những lo ngại về an toàn. Nhờ các đặc tính tuyệt vời của chúng, vật liệu in 3D PEEK được sử dụng trong các ứng dụng đòi hỏi khắt khe nhất mà ngành công nghiệp ô tô, hàng không vũ trụ, hóa chất và y tế có thể tập hợp được. Điều đó bao gồm các dụng cụ y tế mà còn các thành phần bán dẫn.
- Công nghệ in: FDM, SLS
- Ứng dụng: Sản xuất (ngành công nghiệp ô tô, hàng không vũ trụ, hóa chất và y tế)
- Đặc tính: Tương thích sinh học, Độ bền cao, Chịu nhiệt, Cứng.
Nhựa PET
Tiếp theo trong hướng dẫn vật liệu nhựa in 3D của chúng tôi là PET – chai nước làm bằng vật liệu này Vật liệu này là sự thay thế thứ hai cho ABS. Không giống như ABS, PET không phát ra mùi hôi khi nóng chảy nhưng nó cũng cứng và linh hoạt. Quan trọng hơn, PET không yêu cầu bàn nóng. Vật liệu này có bề mặt bóng và an toàn thực phẩm khiến nó trở thành lựa chọn phổ biến cho nhiều sản phẩm tiêu dùng. Lưu trữ vật liệu PET trong túi chân không hoặc hộp đựng để chống ẩm.
- Ứng dụng: Dự án DIY, Sản xuất, Mô hình chức năng
- Công nghệ in: FDM
Vật liệu PETG (PET, PETT)
Polyethylene terephthalate (PET) là vật liệu thông dụng trên thế giới, thường thấy ở các chai lọ, thậm chí người ta còn gọi là chai PET ( lavie, chai nước ngọt,..) và cũng xuất hiện trong các sợi vải, và đồ chứa thực phẩm. Người ta không dùng vật liệu PET thô để in3d trực tiếp mà qua xử lý gọi là PETG
Chữ G phía sau PET là “glycol-modified”, là sợi nhựa đã được làm trong hơn, ít bị giòn, và quan trọng hơn là dễ sử dụng. Đây cũng là lý do mà PETG có thuộc tính nằm giữa PLA và ABS. Dẻo và bền hơn PLA nhưng dễ in hơn ABS
PETG là một biến thể của PET đã được kết hợp với glycol để đạt được một số hiệu ứng mong muốn cho in 3D như độ trong suốt cao. Hơn nữa, vật liệu in 3D PETG có thể được in ở nhiệt độ thấp hơn trong khi tăng tốc độ làm nóng của nó (lên đến 100 mm / giây) từ đó chuyển thành các bản in nhanh hơn. Các thành phần của PETG chịu được thời tiết và do đó thường được sử dụng cho các thiết bị làm vườn. Một điểm đáng chú ý khác là nó được sử dụng làm vật liệu in 3D an toàn thực phẩm cho các thùng chứa, vv Khi sử dụng để in 3D tại nhà, hãy lưu trữ vật liệu này trong túi chân không hoặc hộp đựng để chống ẩm.
- Ứng dụng: Mô hình ý tưởng, Dự án DIY, Mô hình chức năng, Sản xuất
- Công nghệ in: FDM

Một số lưu ý khi sử dụng vật liệu PETG
- Vật liệu hấp thụ độ ẩm nên cần bảo quản tốt trong cả quá trình in
- Vật liệu có độ dẻo nên khó khăn khi dựng support, bù lại bám dính bàn khá tốt
- Giòn nên chi tiết dễ xước hơn ABS
Thông số vật liệu PETG
- Độ cứng: Cao, độ dẻo: Trung bình, Độ bền : cao
- Dễ in
- Nhiệt độ in: 220-250 độ
- Nhiệt độ bàn in: 50-70 độ
- Co ngót, vênh: Ít
- Dung môi xử lý: không cần
- An toàn cho đồ đựng thực phẩm
- Ứng dụng: Dùng làm các bộ phận bảo vệ, bộ phận cơ khí, các sản phẩm chịu lực thay đổi
Metal / Plastic Filament
Tất cả các sợi nhựa của Metal Metal được bán trên thị trường thực sự là nhựa nhiệt dẻo được trộn với một lượng kim loại thấp. Những vật liệu in 3D này cho phép bạn in các thành phần in 3D có đặc tính quang học của kim loại in 3D. Ngoài ra, sợi nhựa kim loại-nhựa nặng hơn các loại nhựa nhiệt dẻo khác. Vật liệu in 3D tổng hợp phổ biến bao gồm đồng, thép và sắt. Xin lưu ý rằng các bộ phận được in 3D của bạn sẽ yêu cầu xử lý hậu kỳ để có được diện mạo kim loại mong muốn.
- Công nghệ: FDM
- Tính chất: Hoàn thiện kim loại
- Ứng dụng: Nghệ thuật

HIPS
Tiếp theo trong hướng dẫn vật liệu in 3D của chúng tôi là HIPS. HIPS có hai ứng dụng: Nó thường được sử dụng làm vật liệu hỗ trợ trong in ấn FDM và SLA. Khi nó hòa tan trong Limonene, một hóa chất gây kích ứng da. Do hai tính năng chia sẻ tương tự nhau, HIPS hoạt động tốt nhất khi được sử dụng cùng với ABS. Nhưng, như cái tên High-Impact Polystyrene, HIPS cũng là một vật liệu cực kỳ bền, phù hợp cho việc vận chuyển container hoặc các ứng dụng khác đòi hỏi khả năng chống va đập cao. Lưu ý rằng HIPS tạo khói khi in, vì vậy hãy điều hòa không khí trong phòng khi sử dụng vật liệu này trên máy in cá nhân. Giống như nhiều vật liệu in 3D khác, nó dễ bị ảnh hưởng bởi môi trường – lưu trữ trong hộp hoặc túi kín khí.
- Công nghệ: FDM, SLA
- Đặc tính: Hòa tan, Độ bền cao
- Ứng dụng: Dự án DIY, Tài liệu hỗ trợ, Vận chuyển container

Conductive
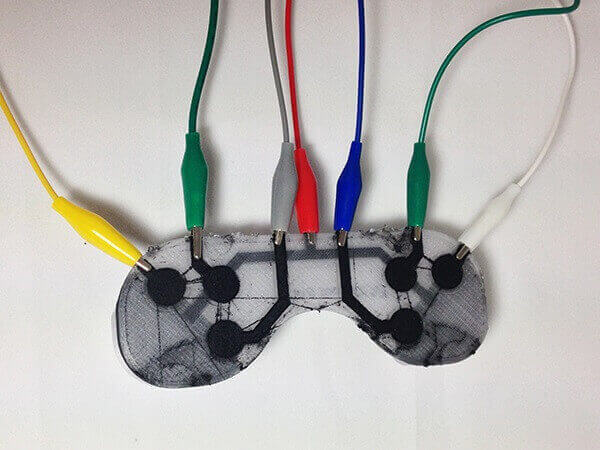
Một bổ sung tương đối mới trên thị trường sợi nhựa, vật liệu in 3D dẫn điện cho phép nhiều cơ hội thiết kế mới thú vị cho cộng đồng nhà sản xuất. Vật liệu tuyệt đẹp này có thể được sử dụng để tạo cảm biến cảm ứng trong các ứng dụng yêu cầu các thiết bị giao diện như miếng lót chơi game và máy MIDI. Các dự án sản xuất khác bao gồm dẫn điện trong các thiết bị điện tử có thể đeo và tạo giao diện giữa các máy tính, bo mạch Arduino và các thành phần khác để xây dựng các dự án DIY phức tạp. Sợi nhựa máy in 3D dẫn điện thường dựa trên nhựa PLA hoặc nhựa ABS. Một trong số đó mang lại lợi ích và vấn đề của các tài liệu ban đầu để bảng. ABS dẫn điện mạnh hơn và chịu nhiệt tốt hơn so với biến thể PLA, nhưng nó đi kèm với các vấn đề xuất hiện khói tương tự như ABS bình thường.
- Công nghệ : FDM
- Thuộc tính : Dẫn điện
- Ứng dụng : Dự án DIY
Alumide
Alumide là một biến thể của nylon đã được kết hợp với các hạt nhôm. Về độ bền và tính chất vật lý, vật liệu này rất giống với nylon. Sự khác biệt được tìm thấy trong bề mặt, độ bền và dẻo. Các thành phần được in bằng Alumide có độ chính xác kích thước tuyệt vời, rất cứng và phù hợp để sử dụng lâu dài. Alumide và các vật liệu in 3D tương tự rất phù hợp cho các kỹ thuật xử lý hậu kỳ khác nhau như đánh bóng hoặc sơn.
- Công nghệ: SLS
- Đặc tính: Bền, Chịu nhiệt, Độ phân giải cao
- Ứng dụng: Dự án DIY, Nguyên mẫu chức năng, Sản xuất

Vật liệu Nylon
Được xem là vật liệu poylmer tổng hợp được dùng trong khá nhiều ngành công nghiệp, và là vật liệu tốt trong thế giới in3D. So với các loại nhựa khác, thì nó là số 1 về độ đồng nhất giữa bền, dẻo và cứng. Các tính chất vật lý tương tự như PETG.
Với sự linh hoạt và sức mạnh của nó, Nylon là lựa chọn hàng đầu cho một loạt các ứng dụng từ kỹ thuật đến nghệ thuật. Thông thường, nó được gọi đơn giản là gỗ trắng – đây là mặt hàng chủ lực trong số những sản phẩm khác trong hướng dẫn về vật liệu in 3D này! Bản in nylon có bề mặt nhám có thể được đánh bóng mịn. Trong số các sợi FDM, liên kết lớp của nylon mạnh hơn tất cả các loại khác làm cho nó trở thành vật liệu in 3D lý tưởng cho các bộ phận đòi hỏi độ dẻo và độ bền cơ học tốt. Giống như các loại nhựa nhiệt dẻo khác, Nylon phân hủy từ độ ẩm trong không khí xung quanh – nếu bạn muốn sử dụng nó để in 3D tại nhà, tốt hơn nên lưu trữ nó trong các hộp hoặc túi kín khí.
- Công nghệ in: FDM, SLS
- Đặc tính: Bề mặt chắc chắn, mịn màng (được đánh bóng), hơi linh hoạt, kháng hóa chất
- Ứng dụng: Mô hình khái niệm, Mô hình chức năng, Ứng dụng y tế, Dụng cụ, Nghệ thuật

Thuộc tính nhựa in Nylon
- Độ cứng: Cao, Độ dẻo : Cao, ĐỘ bền : Cao
- Độ khó khi dùng: Trung bình
- Nhiệt độ in: 240-260 độ
- Nhiệt độ bàn in: 70-100 độ
- Dung môi: Không
- Có thể dùng trong đồ dùng thực phẩm
Nhựa TPE và TPC ( Nhựa nhiệt dẻo)
TPE gọi là nhựa nhiệt dẻo có tính chất tương tự như cao su, giúp chúng cực kỳ dẻo và bền. Chẳng hạn, TPE dễ thấy trên các bộ phận xe ô tô, thiết bị gia đình và y tế.
Nhựa TPE có khá nhiều tính chất mà PLA và ABS không có được, bù lại nhựa này khá là khó in. Thermoplastic polyurethane (TPU) cũng là một loại của TPE, và nó phổ biến hơn TPE trong công nghệ in3D. SO với TPE thì TPU có độ đặc, cứng cao hơn, giúp chúng dễ in. Đồng thời nhựa này bền hơn, và độ dẻo tốt hơn khi nguội.
Thermoplastic copolyester (TPC) cũng là một loại của TPE, dù nó không được sử dụng phổ biến như sợi nhựa TPU nhưng bù lại nó được ưu tiên trong các sản phẩm liên quan tới hóa chất, chịu nhiệt ( tới 150 độ) và chống tia UV.
Thuộc tính nhựa nhiệt dẻo:
- Độ cứng: Trung bình, Độ dẻo: Rất cao, Độ bền: Rất cao
- Độ khó: Trung bình ( TPE, TPC): Thấp TPU
- Nhiệt độ in : 210 – 230 độ C
- Nhiệt độ bàn in: 30-60 độ ( nhưng không cần thiết)
- Độ co, vênh: Ít
- Dung môi xử lý: không cần
- Không an toàn cho ngành thực phẩm
- Ứng dụng: Nhựa TPE hoặc TPU được dùng để tạo ra các chi tiết chịu mài mòn nhiều, cần độ dẻo, uốn, kéo, nén như đồ chơi, vỏ điện thoại, hoặc dây đeo. TPC cũng tương tự nhưng được dùng môi trường khắc nghiệt hơn, như ngoài trời.
3/ Những dấu hiệu khi sử dụng vật liệu nhựa in 3D kém chất lượng
3.1/ Nhựa in 3D bị dòn hoặc đường kính sợi nhựa không đồng nhất
Đây là vấn đề thường gặp nhất, gây ra gãy nhựa, nứt nhựa làm việc đùn nhựa không tốt, nhựa ra không đều, gây độ nhám lớn. Thứ hai là gây kẹt nhựa do đầu đùn nhựa có đường kính cố định, chỉ cần chênh lệch dôi lên một chút so với đường kính tiêu chuẩn là nhựa sẽ không đẩy qua được, hoặc khi đẩy chậm nó bị nhiệt chỗ đầu đùn làm mềm đi, và bị phồng ra, và gây kẹt nhựa sau khi in được tầm chục phút.
Cách xử lý
Thật sự nó nằm hoàn toàn ở nhà cung cấp nên khó mà xử lý được. Còn nếu lỡ mua rồi thì bạn có thể giữ nguyên bao bọc cuộn nhựa, có kèm bịch hút ẩm, bọc cuộn nhựa thật kéo để lòi cái đầu cho dây nhựa ra, nhằm đảm bảo nhựa không bị ẩm, hạn chế giòn.
Dĩ nhiên nếu không cải thiện được tình hình thì bấm bụng đem bỏ hoặc cất để sau này có sắm được máy đùn sợi nhựa tái chế hoặc có ai thu mua thì tận dụng
3.2/ Có cặn trong sợi nhựa (hay còn gọi là tạo tơ)
Do dây chuyền sản xuất thủ công hoặc quản lý chất lượng chưa tốt mà có thể tạp chất bị lẫn vào nguyên liệu hạt nhựa và cả trong máy ép đùn ( đùn ra sợi nhựa). Nếu may mắn thì nó có thể theo nhựa đùn ra sản phẩm, còn không sẽ gây kẹt nhựa hoặc nghẹt làm nhựa cấp ra không đều, làm hỏng sản phẩm
Cách xử lý
Tạp chất thì có thể xuất hiện bất kỳ đâu trong cuộn nhựa hàng trăm mét, nên việc phân biệt khá khó, chỉ có thể xem bằng mắt thường, và dĩ nhiên không ai có thời gian mà ngồi soi nó được, cũng không cần thiết phải dùng tới cảm biến để phát hiện nó. Chỉ khi nào bạn thấy đầu phun hay bị nghẹt, sản phẩm có rỗ bất thường thì xem kỹ lại cuộn nhựa và loại bỏ nhà cung cấp đó ra
3.3/ Xuất hiện rỗ khí trên sản phẩm in 3d
Thường các rỗ khí này khá nhỏ, và những người có kinh nghiệm về ép phun nhựa hoặc có học về công nghệ khuôn mẫu mới biết và phân biệt được. Rỗ khí sẽ gây ra các khoảng trống trong sản phẩm, làm yếu kết cấu và giảm độ bền. Nếu rỗ khí nhiều sẽ gây nứt. Thường gặp trên nhựa in ABS
Nguyên nhân chủ yếu gây ra lỗi này là quá trình bảo quản nhựa chưa được tốt, nhựa không được hút chân không, không có hạt giữ ẩm, có thể bao bì bị lủng. Còn nếu in thời gian đầu ok mà sau đó bị là do thời gian giữa các lần in quá lâu, nghĩa là bạn in không thường xuyên. Nếu in không thường xuyên có thể chọn mua cuộn nhựa loại 0.3 kg, 0.5kg, hoặc không in nữa thì bỏ bịch hút chân không kèm bịch hút ẩm để cất đi
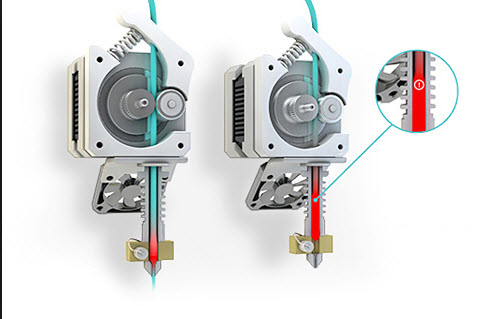
3.4/ Đầu đùn vẫn bị nghẹt mà không phát hiện vật thể bất thường trong sợi nhựa
Sau khi đùn xong chi tiết đầu, nếu để lâu thì nhựa in sẽ khô lại trong đầu đùn, một số trường hợp không may là có thể đoạn nhựa trong đó bị gãy, hoặc lớp nhựa bị quá nhiệt nên cần một nhiệt độ cao hơn để có thể chảy ra dễ dàng, lúc này bạn có thể tăng nhiệt độ thêm 20-30 độ và đẩy nhựa bình thường.
Nếu kết quả không khắc phục, bạn mở đầu nối ống teflon chỗ đầu đùn, lấy thanh sắt 1mm, đốt nóng, và đẩy mạnh từ trên xuống, chờ 1 phút cho thanh sắt nguội, rồi rút ra, những đoạn nhựa bị kẹt sẽ dính vào thanh sắt và bạn kéo ra dễ dàng.
Sợi nhựa bị đứt đột ngột trong quá trình in dù bạn check nhiệt độ, quạt làm mát đầu đùn, đầu đẩy nhựa vẫn bình thường
3.5/ Sợi nhựa in 3d bị đứt đột ngột
4/ Tìm hiểu về nhựa in 3d FLEXIBLE
Các sản phẩm in3d có độ đàn hồi như bánh xe máy bay RC, vỏ điện thoại linh hoạt hoặc vỏ GoPro bền – có một số thứ bạn không thể (hoặc không nên) in bằng các sợi thông thường như PLA hoặc PET-G.
Tuy nhiên, có một nhóm các sợi đặc biệt hoàn hảo cho công việc này – nhựa dẻo FLEXIBLE Chúng có thể hơi khó sử dụng, vì vậy Việt Machine quyết định mang đến cho bạn bài viết này sẽ giúp bạn bắt đầu với những tài liệu tuyệt vời này!
4.1/ Vì sao nên sử dụng nhựa dẻo trong in 3d?

In bằng nhựa dẻo FLEXIBLE là một cách khác để mở rộng khả năng của máy in 3D. Không giống như hầu hết các vật liệu phổ biến (như PLA hoặc PET-G), các sợi này mang lại tính dẻo , độ bám dính tuyệt vời giữa các lớp và thường có độ đàn hồi .
Các sản phẩm in có thể không chỉ linh hoạt mà còn cực kỳ chống mài mòn cơ học. Tuy nhiên, cũng có một số nhược điểm. In các sợi này đòi hỏi một sự chuẩn bị trước khi in kỹ lưỡng hơn, cộng với một số điều chỉnh và mày mò – nếu bạn có một số kinh nghiệm với in 3D là một lợi thế rất lớn.
Máy in 3D tại Việt Machine được thiết kế để in các vật liệu khác nhau, bao gồm cả nhựa dẻo. Tuy nhiên, để giúp bạn in loại nhựa dẻo flexible này với sự lựa chọn khác, chúng tôi có dòng máy Máy Delta để bạn có nhiều sự lựa chọn hơn về cấu hình và hình dạng máy khác nhau. Bạn cũng nên kham khảo các dòng máy khác của chúng tôi Máy in3d ViệtMachine sẽ tự động cập nhật mọi loại máy mới và chất lượng nhất.
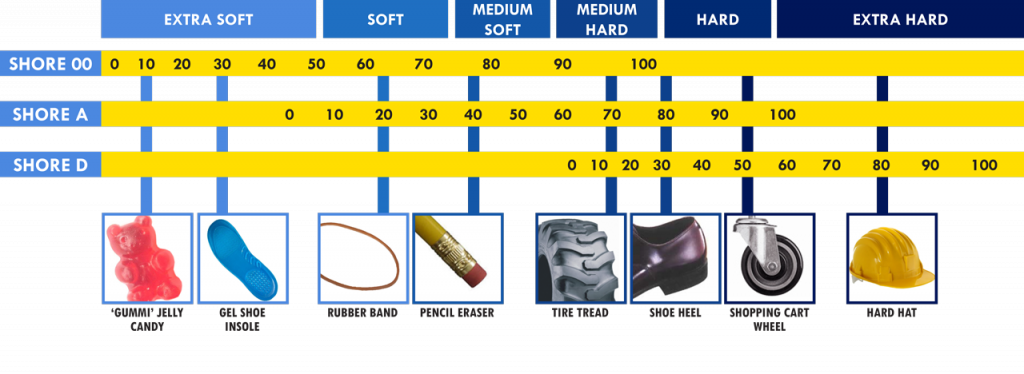
Có hai loại vật liệu đang được sử dụng để in 3D: TPE (Thermoplastic Elastomer) và TPU(Thermoplastic Polyurethan). Mặc dù có hai tên khác nhau, TPU thực sự là một loại vật liệu TPE; sự khác biệt chính giữa chúng chủ yếu là ở độ cứng. Nhựa được gọi là TPU thường cứng hơn, độ cứng của chúng nằm ở khoảng 60A-90A trên thang độ cứng bờ (xem bên dưới).
Như chúng tôi đã đề cập, ưu điểm chính của các vật liệu này là tính dẻo, độ rắn chắc và độ đàn hồi . Một độ rắn chắc lớn được gây ra bởi sự kết dính tuyệt vời giữa các lớp. Các sản phẩm in có thể chịu được nhiều áp lực cơ học mà không bị đứt, điều đó có nghĩa là các sợi flex có thể được sử dụng, ví dụ như để in các miếng đệm hoặc các bộ phận chịu ứng suất cao khác.
Trong số những nhược điểm của nhựa dẻo flexible chính là những thứ như in rất chậm, tạo line đở và kết nối kém . Ngoài ra, bạn cần lưu ý rằng không phải mọi mô hình đều phù hợp để in với các sợi nhựa dẻo flexible và cần phải lựa chọn cẩn thận những gì cần in. Nói chung, in với các sợi mềm hơn là khó khăn hơn. Ví dụ, các sợi TPE mềm có xu hướng tách ra từ các mặt của máy in. Chúng tôi có trải nghiệm tốt nhất với các sợi TPU có độ cứng vững 92A và 98A.
4.2/ Mẹo để in3d nhựa dẻo Flexible hữu ích dành cho bạn
Lúc đầu, chúng tôi nghĩ rằng sẽ là một ý tưởng tuyệt vời để in lốp mô hình RC. Chúng trông thực sự tốt khi được in từ nhựa dẻo flexfill 92A , tuy nhiên, chúng không có độ bám dính tốt do độ cứng của dây nhựa dẻo.
Do đó, chúng thích hợp hơn cho các thiết bị hạ cánh máy bay RC hơn là cho ô tô. Bạn có thể sửa đổi độ mềm của lốp xe bằng cách thay đổi các thông số và số chu vi. Khi bạn đặt nó quá cao, lốp xe sẽ quá cứng và bạn có thể mất tính năng chính của nhựa dẻo.

Tiếp theo, chúng tôi đã cố gắng in của riêng mình . Kết quả có thể khá tốt nếu bạn sử dụng nhựa dẻo mềm. sản phẩm in ra có bề mặt rất mịn để hoạt động tốt. Do đó, điều quan trọng là phải chà nhám nó sau khi in, hoặc in với bề mặt tiếp xúc hướng xuống một tấm mịn.
4.3/ Chuẩn bị in và cài đặt
- Nới lỏng đầu phun của bạn càng nhiều càng tốt trước khi bạn bắt đầu dẫn nhựa dẻo vào in. Có nguy cơ cao rằng dây tóc sẽ quấn quanh bondTech nếu có bạn đẩy nhựa quá nhanh.
- Trải một lớp keo mỏng trên bề mặt in của bạn (keo dính giấy thông thường sẽ hoạt động tốt). Bước này là cần thiết khi sử dụng tấm PEI mịn .Bạn không cần phải sử dụng keo dán trên tấm sơn tĩnh điện. Nếu không có keo, vật thể in sẽ khó bị loại bỏ khỏi bề mặt vì độ bám dính TPU tốt và bạn thực sự có thể làm hỏng tấm của bạn. Ngoài ra (đối với nhựa TPE), bạn có thể in trên băng dính thông thường. Trong Dil3r PE, chúng ta có nhiệt độ được đặt thành 50 ° C. Đó là nhiệt độ tối ưu cho Flexfill 92A và 98A, tuy nhiên, nó có thể khác với các loại nhựa khác
- Bạn phải in rất chậm , tốc độ an toàn thông thường là 20 mm / s. Nói chung, tốc độ tối đa được đề nghị cho nhựa dẻo là 30-40mm / giây, vì bạn sẽ có nguy cơ làm tắc vòi phun nếu bạn đặt tốc độ quá cao. Trong Dil3r PE, chúng tôi khuyên bạn nên sử dụng hồ sơ „Semiflex hoặc flexfill 98A. Nó có tốc độ tối ưu được đặt thông qua tốc độ thể tích tối đa (Nó được đặt thành 1,5mm 3 / s, tức là khoảng 17mm / giây khi sử dụng lớp 0,2mm).
- Giữ cho nhựa của bạn khô. Các sợi linh hoạt hấp thụ rất nhiều độ ẩm và khó in hơn khi được lưu trữ không đúng cách.
4.4/ Làm thế nào để đạt được các bản in đẹp
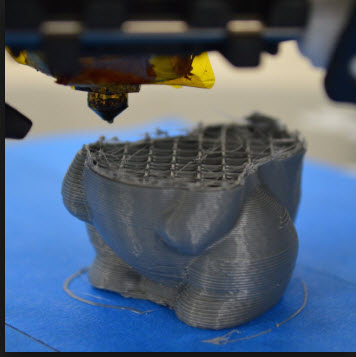
1) Chúng tôi khuyên bạn nên thiết lập một thông tin ít đậm đặc hơn nếu bạn muốn sản phẩm của mình dẻo hơn. Tuy nhiên, bạn nên thêm nhiều lớp rắn trên cùng (Cài đặt in – Lớp và chu vi – Vỏ ngang). Như đã đề cập ở trên, bắc cầu thường rất kém và mô hình của bạn có thể có lỗ hổng trong đó.
2) Đặt độ co rút càng thấp càng tốt. Nếu bạn đấu tranh để tìm một giá trị tối ưu, hãy cố gắng tắt chúng hoàn toàn, sau đó nâng chúng lên từng chút một. Nếu bạn đặt độ co quá cao, bạn có nguy cơ làm tắc vòi phun hoặc khiến dây tóc vướng vào máy đùn.
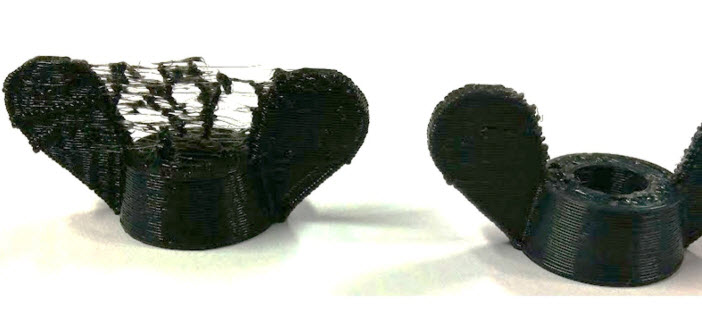
Dil3r PE của chúng tôi bao gồm các giá trị được kiểm tra và tối ưu hóa, vì vậy, trong hầu hết các trường hợp, bạn nên giữ chúng theo cách đó, Cũng cần lưu ý rằng sự kết hợp của dây tóc linh hoạt và độ co rút nhỏ gây ra rất nhiều chuỗi là điều không thể tránh khỏi.Nếu đối tượng được in là lông hai chiều hoặc có một số chuỗi còn sót lại, bạn có thể loại bỏ chúng bằng cách làm nóng các bộ phận đó rất cẩn thận bằng ngọn lửa hoặc súng nhiệt – cực kỳ cẩn thận để bạn không làm hỏng mô hình hoặc làm tổn thương chính mình!
3) Tăng nhiệt độ hotend khuyến nghị lên 5 ° C cao hơn. Vòi phun có thể tạo ra quá nhiều lực cản và vật thể in có thể bị ép đùn hoặc bị rối hoàn toàn. hãy TẮT QUẠT IN
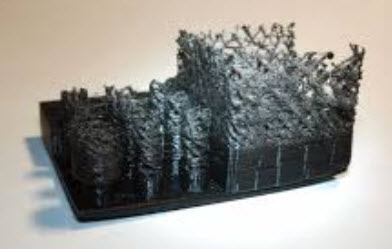
4) Nếu bạn cần in hỗ trợ, hãy đặt khoảng cách giữa các lớp trong trục Z thành ít nhất 0,3mm (trong Máy cắt PE trong Cài đặt in – Vật liệu hỗ trợ – Khoảng cách liên hệ Z). Mặt khác, rất khó để loại bỏ tất cả các vật liệu hỗ trợ do độ bám dính cao giữa các lớp.
Để tóm tắt các khả năng của dây tóc linh hoạt: các đối tượng được in từ flex là phù hợp hơn cho sử dụng thực tế hơn là để in các mô hình đẹp. Tuy nhiên, vật liệu linh hoạt có thể mở ra những khả năng hoàn toàn mới cho máy in 3D của bạn. Chúng tôi hy vọng rằng các mẹo và thủ thuật của chúng tôi sẽ giúp bạn khắc phục các sự cố có thể xảy ra và bạn sẽ in một cái gì đó tuyệt vời. Nếu bạn làm như vậy, đừng quên chia sẻ bản in của bạn với chúng tôi – trong phần bình luận hoặc qua các kênh truyền thông xã hội.
