Những lỗi in 3D được xuất phát từ đặc thù của lĩnh vực và công nghệ này, những yếu tố về kỹ thuật; công nghệ; điều kiện;… khiến phát sinh những lỗi trên máy in 3D ảnh hưởng đến chất lượng sản phẩm. Để hiểu hiểu hơn về nguồn gốc các lỗi nên tìm hiểu tổng thể về công nghệ in 3D tại bài viết: Công nghệ in 3D
1/ Gặp sự cố với máy in 3D của bạn?
Đừng lo lắng – đôi khi in 3D không thành công nhưng hầu hết các sự cố đều dễ khắc phục bằng các công cụ cơ bản và một chút kiên nhẫn. Hôm nay, chúng tôi sẽ đề cập đến 9 vấn đề phổ biến nhất mà bạn có thể gặp phải khi in 3D và hướng dẫn bạn cách khắc phục chúng trong một vài bước dễ dàng. Bạn không cần phải là chuyên gia để làm theo hướng dẫn khắc phục sự cố máy in 3D đơn giản của chúng tôi, vì vậy hãy tiếp tục đọc để giúp máy của bạn hoạt động trở lại và hoạt động ngay hôm nay.
Việc in 3D không thành công còn nằm ở mô hình thiết kế 3D và thiết lập trên phần mềm hỗ trợ in 3D. Chình vì thế, ngay từ bước thiết kế mô hình 3D cần phải lưu ý những điểm có thể làm hư hỏng sản phẩm trong quá trình máy in 3D hoàn động, bạn có thể xem thêm bài viết: Kinh nghiệm thiết kế 3D để in 3D
2/ Những lỗi phổ biến thường gặp phải
2.1/ Đầu đùn – vòi đùn bị tắc
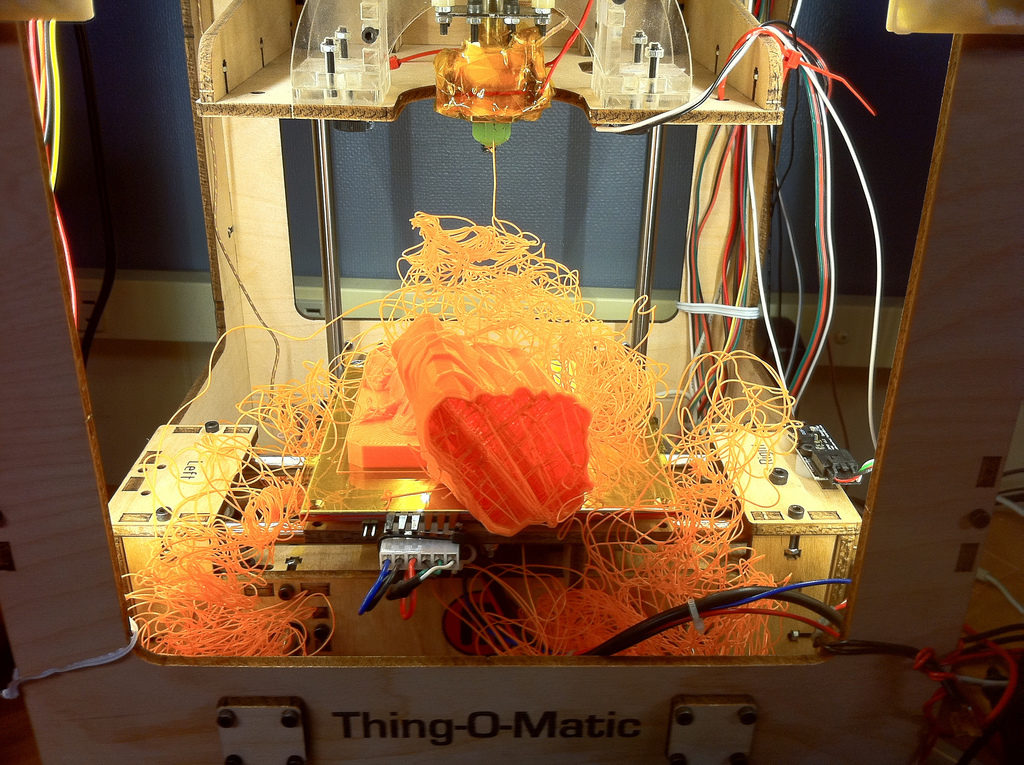
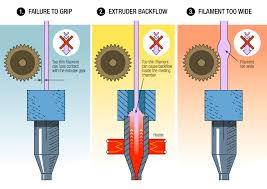
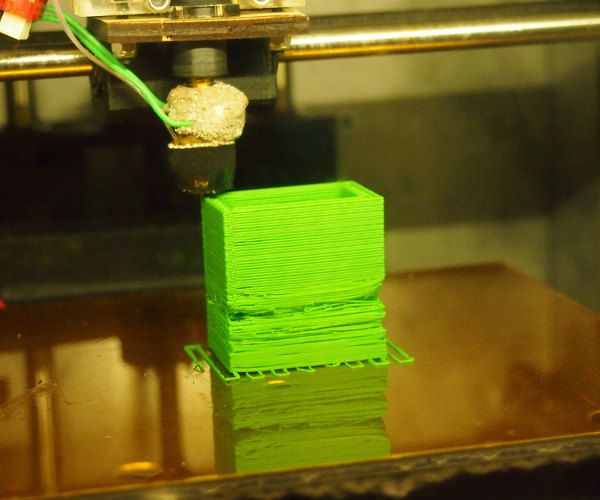
Mọi người dùng máy in 3D đều trải qua việc Đầu đùn bị tắc. Thường đi kèm với một tiếng ồn của động cơ đẩy khủng khiếp, không có sợi nhựa được đẩy ra tại đầu đùn khi bạn bắt đầu in. Các lớp bị mỏng, lỗ hổng hoặc vết nứt trong mô hình đã hoàn thành của bạn là tất cả các dấu hiệu cho thấy máy in của bạn đang bị nghẹt nhựa.
Điều gì gây ra tắc đầu đùn? Theo thời gian, vòi phun có kích thước cực nhỏ có thể bị tắc với sợi nhựa còn sót lại hoặc tắc nghẽn hạt khác (chủ yếu là bụi). In ở nhiệt độ thích hợp với sợi nhựa chất lượng cao làm giảm đáng kể khả năng gây kẹt vòi phun, cũng như bảo trì thường xuyên để giữ cho Đầu đùn sạch
- Giải pháp 1: Rút sợi nhựa ra khỏi máy in. Tiếp theo, làm nóng Đầu đùn đến điểm nóng chảy của sợi nhựa mà bạn sử dụng nhiều nhất hoặc sử dụng lần cuối. Sau đó cẩn thận dùng kim hoặc dụng cụ khác đủ nhỏ để vừa với vòi phun khoảng 0.4mm qua lỗ. Điều này có thể mất một vài lần thử và hoạt động tốt nhất cho vật liệu nhựa PLA
- Giải pháp 2: Kéo nguội là một cách phổ biến khác để làm sạch Đầu đùn bị tắc, hoạt động tốt nhất với các sợi dẻo như nylon. Bắt đầu bằng cách nung nóng Đầu đùn đến nhiệt độ của sợi nhựa, sau đó đẩy bằng tay nhiều sợi dây thông qua vòi phun mà không dùng quá nhiều lực. Sau đó để đầu đùn nguội xuống nhiệt độ khoảng 100C, sau đó bạn sẽ kéo sợi nhựa ra khỏi Đầu đùn. Điều này kéo bất kỳ cản trở ra cùng với sợi nhựa. Kẹp đoạn cuối của sợi nhựa và đẩy nhựa vào lại để bắt đầu in.
Nếu thất bại, bạn có thể cần phải mở Đầu đùn hoặc thậm chí ngâm vòi phun trong dung dịch hòa tan để loại bỏ tắc nghẽn. Thông thường, mặc dù, một trong những phương pháp trên hoạt động tốt.
♦ Chi tiết về cách khắc phục lỗi
Đẩy dây nhựa vào đầu đù
Một trong những cách đầu tiên bạn có thể thử là đẩy dây nhựa vào đầu đùn thủ công. Mở bảng điều khiển máy của phần mềm và làm nóng đầu đùn đến nhiệt độ thích hợp với nhiệt độ nóng chảy của nhựa. Tiếp theo, sử dụng tab Jog Controls để đùn một lượng nhỏ nhựa, ví dụ, 10mm. Khi động cơ đầu đùn đang quay, hãy nhẹ nhàng sử dụng tay để giúp đẩy dây nhựa vào đầu đùn. Trong nhiều trường hợp, lực từ tay có thể đẩy dây nhựa đi qua khu vực có vấn đề.
Đặt lại dây nhựa
Nếu dây nhựa vẫn không đi qua được đầu đùn, tiếp theo nên rút dây nhựa ra khỏi đầu đùn. Khi đầu đùn được làm nóng đến nhiệt độ thích hợp, sử dụng bảng điều khiển của phần mềm để rút dây tóc ra khỏi đầu đùn. Như bước trên, bạn có thể cần phải sử dụng lực bổ trợ nếu dây nhựa không di chuyển. Khi dây nhựa được lấy ra, hãy sử dụng kéo để cắt bỏ phần bị chảy hoặc hư hỏng. Sau đó đặt lại dây nhựa vào đầu đùn và kiểm tra còn lỗi hay không.

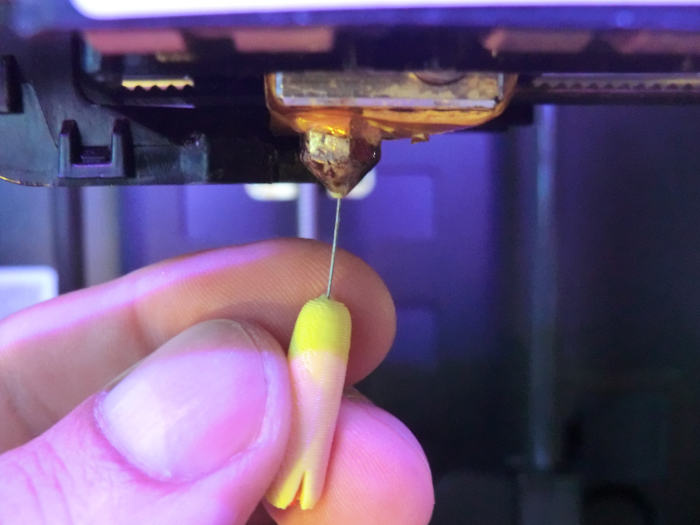
Làm sạch đầu đùn
Nếu không thể đùn phần nhựa mới thông qua đầu đùn, thì có khả năng cần làm sạch đầu đùn trước khi tiếp tục. Nhiều người dùng đã thành công trong việc làm nóng đầu đùn tới 100 độ C và sau đó kéo dây nhựa ra bằng tay (với hy vọng có thể lấy ra bất kỳ mảnh vụn nào bên trong!). Những người khác sử dụng dây đàn guitar để đẩy nhựa ngược về phía sau đầu đùn. Có rất nhiều phương pháp khác nhau với mỗi đầu đùn khác nhau, vì vậy cần tham khảo ý kiến của nhà sản xuất máy in để biết hướng dẫn chính xác.

2.2/ Nhựa in không bám dính vào bàn in
Do các lớp đầu tiên của mô hình của bạn là một đống lộn xộn thay vì dính vào bàn in? Một vài vấn đề gây ra vấn đề này nhưng tất cả chúng đều liên quan tới độ bám dính. Điều quan trọng là một mô hình có phần đáy vững hoặc nếu không thì toàn bộ bản in sẽ không thành công.
- Giải pháp 1: Xử lý bàn in bằng chất kết dính như keo xịt tóc hoặc keo dính. Ngoài ra, hãy thử phủ lên những lớp giấy dính như giấy vẽ, giấy của thợ sơn.
- Giải pháp 2: Kiểm tra để đảm bảo rằng bàn in của bạn ở mức cao và vòi phun của bạn không quá xa cũng không quá gần bàn in.
- Giải pháp 3: Làm chậm tốc độ in xuống cho một vài lớp đầu tiên để cho chúng thời gian nguội và ổn định. Nếu bạn vẫn gặp sự cố, hãy thử giảm nhiệt độ Đầu đùn.
2.3/ Các dây nhựa phản phất

Vào cuối bản in, mô hình của bạn trông ổn nhưng được bao phủ trong các sợi sợi nhựa bay (Bavia). Các chuỗi này đủ dễ dàng để loại bỏ, nhưng bạn có thể ngăn chúng bằng một vài thủ thuật.
- Giải pháp 1: Điều đầu tiên cần làm là đảm bảo rằng Retraction được kích hoạt trong phần mềm slice ( phần mềm in3d) của bạn. Điều này kéo sợi nhựa trở lại vào vòi phun trước khi di chuyển qua mô hình sao cho không có sợi còn sót lại được rút ra giữa các điểm.
- Giải pháp 2: Khi tick reaction ( rút lại sợi nhựa) nhưng bạn vẫn gặp phải sự cố, hãy thử tăng tốc độ di chuyển của đầu phun (khác với tốc độ in). Khi vòi phun di chuyển nhanh hơn giữa các khu vực của mô hình, sẽ có ít thời gian hơn cho các dây hình thành.
- Giải pháp 3: Nếu các phương pháp trên thất bại, hãy thử làm chậm tốc độ in và giảm nhiệt độ Đầu đùn một chút tại một thời điểm.
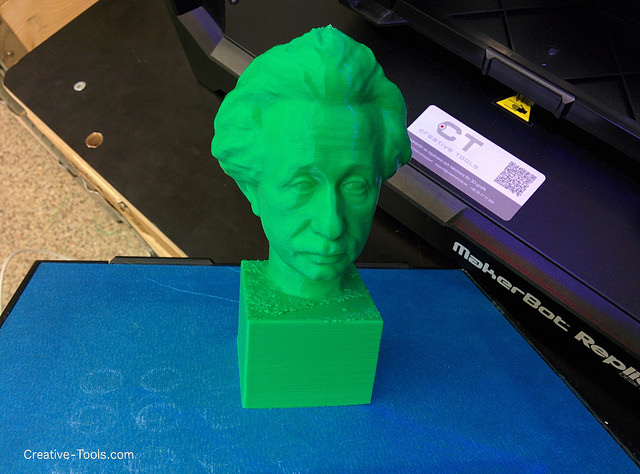
2.4/ Sản phẩm bị cong vênh
Cong vênh là một vấn đề với tất cả các loại sợi nhựa vì nhựa trở nên co lại khi nó nguội đi, phía dưới bên phải của mô hình đã bị thu hẹp và nâng lên khỏi bề mặt. Các mô hình bị biến dạng không đều hoặc cong, đôi khi bị bong ra khỏi chiếc bàn in hoàn toàn. Rất may, cong vênh có thể dễ dàng được giải quyết vì vấn đề kiểm soát nhiệt độ hầu như luôn là vấn đề.
Giải pháp khắc phục
- Giải pháp 1. Sợi nhựa nhiệt độ cao, như ABS, yêu cầu một bàn gia nhiệt để tuân thủ đúng cách. Ngay cả PLA cũng có thể được hưởng lợi từ việc sử dụng bàn gia nhiệt. Bàn gia nhiệt không chỉ hỗ trợ độ bám dính mà còn giữ phần đáy của bản in khỏi nguội nhanh (và cong vênh) trước khi hoàn thành mô hình. Nếu bạn đã sử dụng bàn in có gia nhiệt, hãy đảm bảo nó ở đúng nhiệt độ và giữ nhiệt độ trong suốt quá trình in.
- Giải pháp 2. Máy in có khung mở hoặc bán kèm theo chịu ảnh hưởng môi trường của chúng và rất nhiều luồng gió có thể làm thay đổi chất lượng của mô hình. Tự ráp hoặc mua một khung bao cho máy in của bạn sẽ giữ nhiệt độ in ổn định và cách ly môi trường xung quanh
♦ Chi tiết về cách khắc phục lỗi
Nhựa đùn ra không đồng nhất
Nguyên nhân phổ biến nhất cho vấn đề này là chất lượng sợi nhựa kém. Nếu sợi nhựa không có dung sai chính xác, thì bạn sẽ nhận thấy sự thay đổi này trên các thành bên của sản phẩm. Ví dụ, nếu đường kính sợi thay đổi trong đoạn bằng 5% chiều dài, chiều rộng của nhựa ép đùn từ đầu đùn có thể thay đổi khoảng 0.05mm. Sự ép đùn thêm này sẽ tạo ra một lớp rộng hơn tất cả các lớp khác, và khi được in ra trông giống như một lằn ở mặt bên của sản phẩm. Để tạo ra thành bên hoàn hảo trơn tru, nhà cung cấp cần có khả năng cung cấp một loại nhựa đùn chất lượng cao.
Thay đổi nhiệt độ
Hầu hết các máy in 3D đều sử dụng bộ điều khiển PID để điều chỉnh nhiệt độ của đầu đùn. Nếu bộ điều khiển PID này không được điều chỉnh tốt, nhiệt độ của đầu đùn có thể dao động theo thời gian. Do tính chất hoạt động của các bộ điều khiển PID, biến đổi này thường xuyên theo chu kỳ, có nghĩa là nhiệt độ sẽ thay đổi theo kiểu sóng sin. Khi nhiệt độ nóng lên, nhựa có thể chảy khác so với khi nhiệt độ nguội hơn.
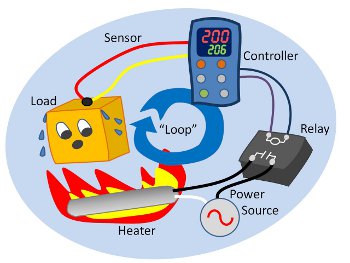
Điều này sẽ làm cho các lớp của sản phẩm thay đổi khác nhau, tạo ra các lằn có thể nhìn thấy trên các mặt của sản phẩm. Một máy in được điều chỉnh phù hợp sẽ có thể duy trì nhiệt độ đầu đùn trong khoảng +/- 2 độ. Trong khi in, có thể sử dụng bảng điều khiển máy của phần mềm để theo dõi nhiệt độ của đầu đùn. Nếu nó thay đổi nhiều hơn 2 độ, bạn có thể cần phải hiệu chỉnh lại bộ điều khiển PID.
Vấn đề cơ khí
Nếu bạn biết rằng thay đổi của nhiệt độ không phải là lỗi, thì có thể có một vấn đề cơ khí gây ra các đường hay lằng ở hai bên sản phẩm. Ví dụ, nếu bàn gia nhiệt bị rung trong khi in, điều này có thể khiến vị trí đầu đùn thay đổi. Có nghĩa là một số lớp có thể hơi dày hơn những lớp khác. Những lớp dày hơn này sẽ tạo ra các lằng ở hai bên sản phẩm. Một vấn đề phổ biến khác là thanh ren trục Z không được lắp đúng cách. Ví dụ, do vấn đề cài đặt vi điều khiển động cơ yếu. Sự thay đổi nhỏ của bàn in có thể ảnh hưởng lớn đến chất lượng của mỗi lớp được in.
2.5/ Viền và Sóng trên sản phẩm
Thay vì một bề mặt nhẵn với các đường khó nhìn thấy được, phần bên ngoài của mô hình của bạn có một kiểu viền hoặc sóng riêng biệt. Điều này thường không đủ để làm hỏng một bản in nhưng rõ ràng là không lý tưởng. Vấn đề phần lớn là do rung động từ động cơ, quạt và các bộ phận chuyển động khác ảnh hưởng đến bản in.
- Giải pháp 1: Phần cơ khí kém là thủ phạm phổ biến của một bản in bị gợn sóng, nhưng vấn đề không phải là luôn luôn dễ dàng để xác định. Một ốc vít có thể bị lỏng lẻo, hoặc dây đai có thể cần thay thế. Quạt cũng có thể là vấn đề, cũng như vòng bi mòn. Xem máy in 3D của bạn đang hoạt động và cố gắng theo dõi sự rung động quá mức của các bộ phận.
- Giải pháp 2: Nếu máy in 3D của bạn hoạt động tốt, có lẽ tốc độ in gây ra vấn đề. Làm chậm tốc độ in để giúp ổn định đầu đùn của bạn và giảm đáng kể sự xuất hiện của các vòng.
♦ Chi tiết về cách khắc phục lỗi
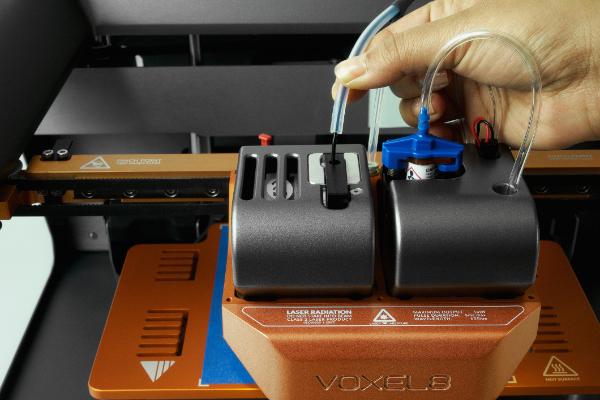
Sử dụng bàn gia nhiệt ( Thường kèm dây cảm biến nhiệt màu trắng, nhỏ)
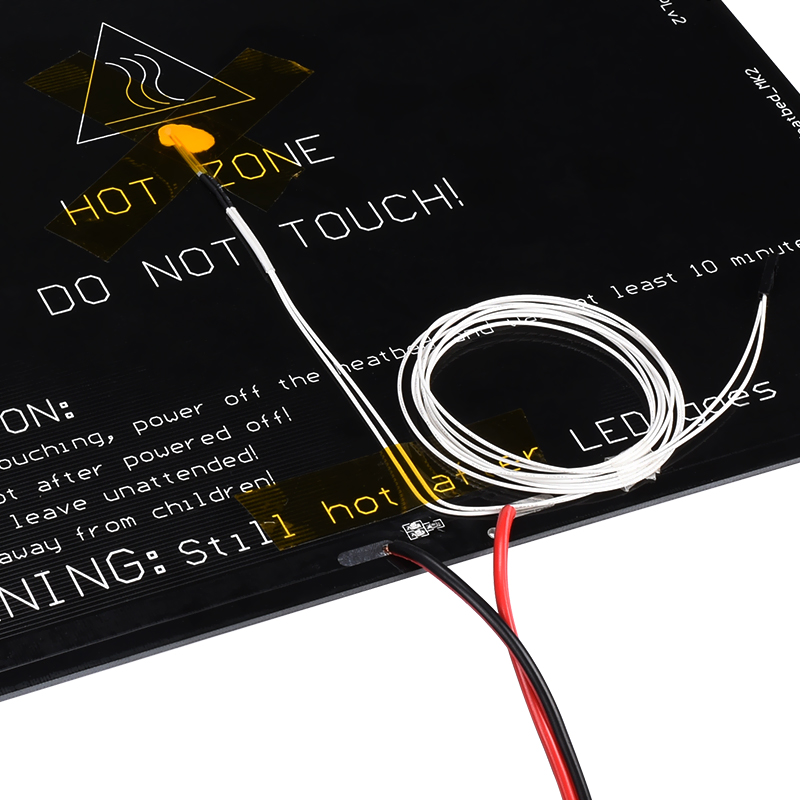
Một số máy giá rẻ không có tích hợp bàn gia nhiệt nên chỉ sử dụng lớp keo, nếu biết cách và cân bàn tốt thì lớp keo cũng giúp sản phẩm dính chặt vào bàn mà khó cong vênh. Song nếu hay bị vấn đề cong vênh bạn phải tìm mua loại có bàn gia nhiệt, và kiểm tra nhiệt độ bàn nhiệt có đúng chưa, đôi khi cảm biến hiển thị nhiệt độ sai. Nhiệt độ bàn gia nhiệt khuyến nghị cho từng vật liệu bạn xem ở đây
Tắt quạt làm mát nhựa
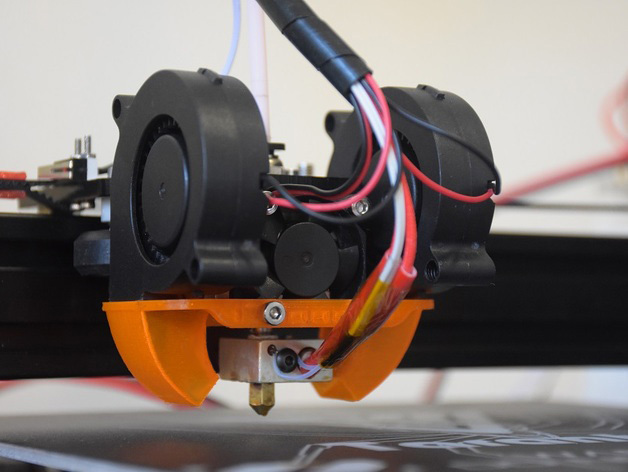
Thường một số người hoặc công ty có gắn thêm quạt làm mát cho lớp nhựa in, do đó bạn có thể tắt nó đi để đảm bảo nhựa nguội từ từ nhằm không cong vênh đột ngột, quạt mát này nên sử dụng khi in các chi tiết nhỏ, vì nguội nhanh để lớp bên trên bám chặt mà không bị bám dính kém. Tắt quạt thông qua chế độ thủ công của phần mềm hoặc thiết lập lúc cài đặt, trên màn hình của máy in3d
Tạo vùng cách ly nhiệt cho sản phẩm

Do tản nhiệt từ môi trường ( gió, máy lạnh, quạt,..) mà lớp nhựa bên dưới nguội quá nhanh, làm cong vênh và nứt sản phẩm nhất là khi in nhựa ABS. Do đó nếu bạn thường xuyên in các sản phẩm lớn có thể tìm không gian phòng kín, dùng carton che kín máy để đảm bảo nhiệt độ tối ưu khi in. Nếu có điều kiện có thể sắm máy in3d dạng hộp để in các loại nhựa có nhiệt độ nóng chảy cao
Tận dụng tham số Brim và Raft

Đây là thông số được nhiều người ưa chuộng, lớp Brim là lớp viền bao quanh chi tiết trước khi in, giúp chi tiết bám bàn tốt hơn và tạo lực kết dính tốt để chi tiết không bị bong khi vênh, Lớp Raft chỉ dùng để loại bỏ đường nhựa in đầu tiên ( của nhựa in trước đó), nên chủ yếu thông số giúp bám bàn ở đây là Brim, thường 5-8mm
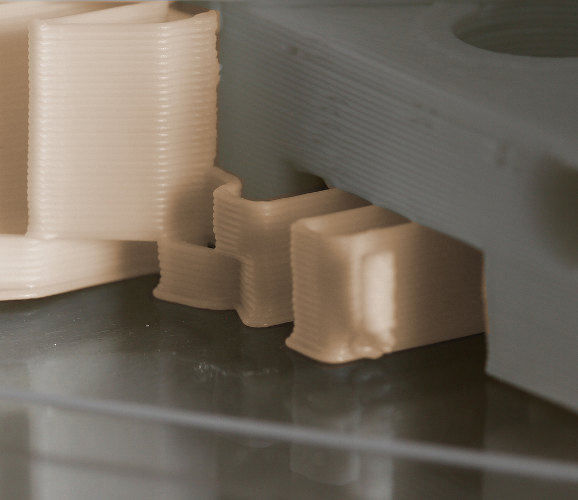
2.6/ Chân voi (phần đế rộng, loe)
Bàn in có gia nhiệt giải quyết rất nhiều vấn đề trong in 3D, nhưng chúng cũng gây ra một số vấn đề. Một vấn đề như vậy được gọi là chân voi, nơi mà một vài lớp đầu tiên trở thành “bị đè”, bị ép rộng hơn dự định. Các mô hình lớn và nặng có nhiều rủi ro nhất, vì trọng lượng của mô hình đẩy xuống phần đế
- Giải pháp 1: Đặc biệt nếu đây là một vấn đề mới, nguyên nhân có thể là một chiếc bàn in không đồng đều. Đảm bảo rằng bàn in được cân bằng theo cách làm theo bất kỳ hướng dẫn đi kèm với máy in 3D của bạn.
- Giải pháp 2: Nếu bạn chắc chắn bàn in là ok, đã đến lúc điều chỉnh một số cài đặt. Hãy thử nâng chiều cao vòi phun lên một chút để ngăn vòi phun khỏi bị can thiệp với các lớp in đầu tiên của bạn. Bạn cũng có thể thử giảm nhiệt độ của bàn in sao cho các lớp đầu tiên khô nhanh hơn. Cuối cùng, giảm tốc độ ép đùn lớp đầu tiên để cho phép sợi nhựa thêm thời gian để bám và ổn định.
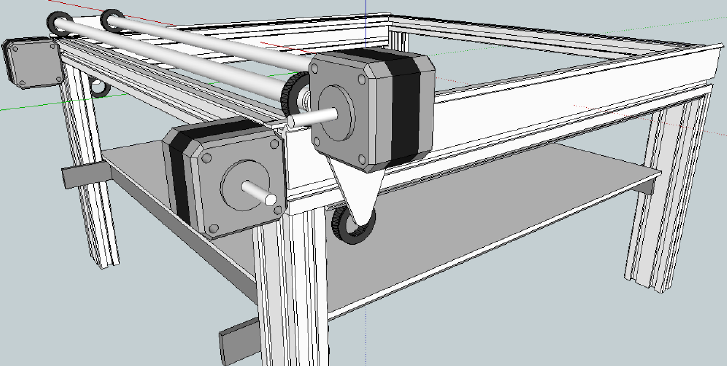
2.7/ Chuyển lớp, trượt lớp (Các lớp không trùng nhau)
Các lớp dịch chuyển có thể là một vấn đề lớn, khiến cho mô hình của bạn bị hủy hoại hoàn toàn, hoặc bạn có thể nhận thấy một vài lõm vênh lớp trong một bản in tổng thể. Dù là dịch chuyển lớn hay nhỏ, thủ phạm thường là cơ khí kém.
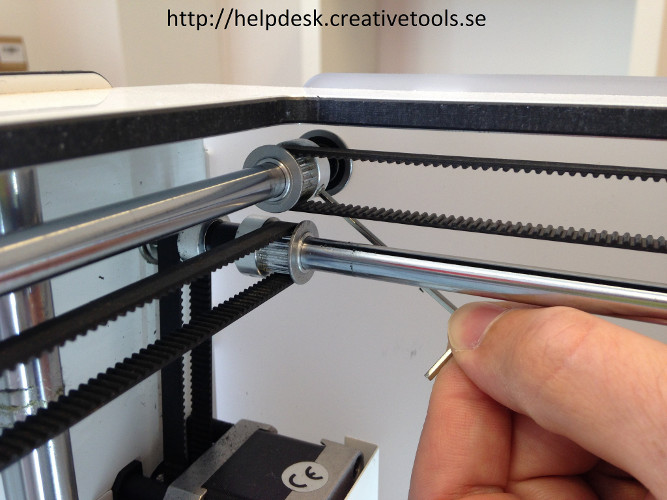
- Giải pháp 1: Kiểm tra xem đai ròng rọc của máy in không quá lỏng hoặc quá chặt. Điều chỉnh độ căng đai khi cần thiết.
- Giải pháp 2: Một vấn đề bức xúc hơn là thanh dẫn hướng bị sai lệch. Đầu đùn di chuyển dọc theo các thanh này khi dây đai quay. Nếu các thanh này bị uốn cong, thậm chí một chút, chúng phải được thay thế. Điều tương tự cũng xảy ra đối với các thanh ren và, ít phổ biến hơn là thanh ray.
- Giải pháp 3: Các đai được căng, các thanh thẳng, nhưng các lớp của bạn vẫn đang chuyển dịch. Bây giờ hãy nhìn vào các ốc vít có gắn các ròng rọc của máy in vào động cơ bước. Hãy chắc chắn rằng các vít bulon, được gắn chặt. Khi làm việc đúng cách, các trục động cơ và động cơ bước di chuyển trơn tru với nhau.
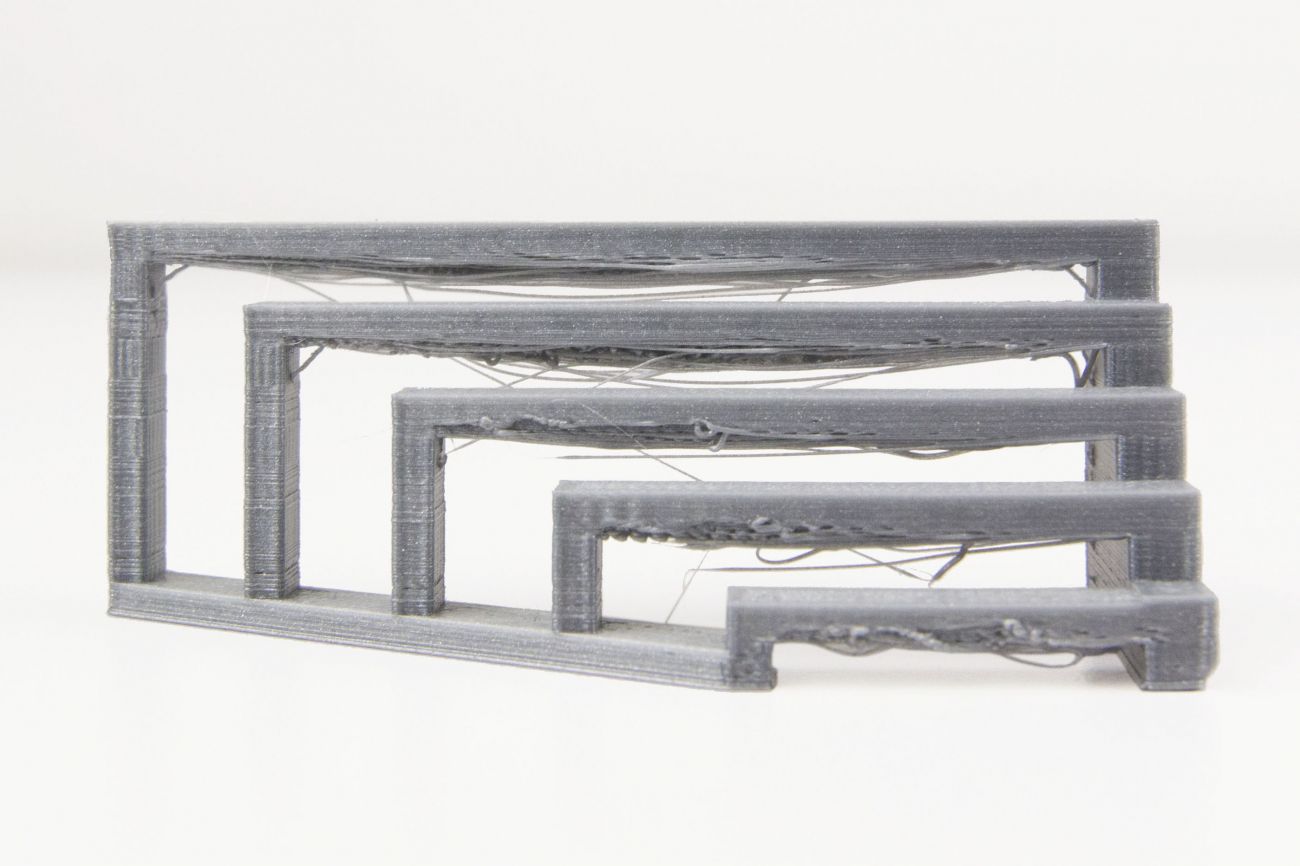
2.8/ Cầu sập – không thành công
Trong in 3D, cầu nối giữa hai điểm. Mặc dù các cây cầu được xây dựng trên không khí mỏng, khoảng cách nhỏ tới 10cm có thể đạt được mà không cần phải sử dụng đến cấu trục hỗ trợ (support). Tuy nhiên, nếu điều kiện không hoàn hảo, cây cầu của bạn có thể bị rách, nứt hoặc bị xâu chuỗi.
- Giải pháp 1: Điều quan trọng đối với cầu không được hỗ trợ để củng cố càng nhanh càng tốt. Để đạt được điều này, hãy điều chỉnh cài đặt slicer để đảm bảo cầu được tạo trong điều kiện thích hợp. Tốc độ đùn chậm, tăng tốc độ quạt và nhiệt độ phun ra thấp hơn 5-10 ° C để in cầu.
- Giải pháp 2: Cầu vượt quá 10cm là một thách thức đối với hầu hết các máy in 3D. Sử dụng hỗ trợ cho cầu dài. Nếu bạn không chắc chắn về khả năng của máy in, hãy in thử nghiệm cầu với các độ dài khác nhau của cầu để kiểm tra khả năng chịu đựng.
2.9/ Tách lớp trên sản phẩm
Có các vết nứt giữa các lớp mà sợi không dính đúng vào lớp trước đó. Tệ nhất, mô hình của bạn có thể tách biệt theo các vết nứt này. Tốt nhất, mô hình của bạn trông lộn xộn.
- Giải pháp 1: Việc tách lớp thường gây ra bởi quá trình làm mát sợi quá nhanh, làm cho các lớp tiếp theo trở nên khó khăn hơn. Thử tăng nhiệt độ đùn, và / hoặc nhiệt độ của bàn in. Nếu điều này không hiệu quả, hãy cân nhắc cung cấp khung bao kín để giúp kiểm soát nhiệt độ của mô hình của bạn. Tương tự, điều chỉnh cài đặt quạt để cung cấp cho sợi nhựa nhiều thời gian hơn để củng cố.
- Giải pháp 2: Nếu biến động nhiệt độ không phải là vấn đề, tốc độ in và di chuyển chậm để cho sợi nhựa dài hơn để tuân theo lớp trước đó.
Sửa chữa máy in 3D của riêng bạn có thể đáng sợ lúc đầu, nhưng hầu hết các giải pháp khắc phục sự cố mất ít hơn 15 phút để hoàn thành. Như bạn có thể thấy từ hướng dẫn này, nhiều vấn đề có thể được giải quyết bằng cách thay đổi một vài cài đặt slicer. Bạn càng trở nên quen thuộc với máy tính của mình, bạn càng trở thành một người in3d tốt hơn
2.10/ Không in được sản phẩm mỏng

Kích thước này phù hợp cho hầu hết các chi tiết in3D thông dụng, nhưng bạn có thể gặp phải vấn đề khi cố gắng in các chi tiết cực kỳ mỏng, nhỏ hơn kích thước đầu đùn. Ví dụ, nếu bạn đang cố gắng in một sản phẩm có thành dày 0,2mm dùng đầu đùn đường kính 0,4 mm, bạn có thể nhận thấy rằng thậm chí thành mỏng này không xuất hiện trong mục xem trước của phần mềm trước khi. Nếu bạn thường xuyên cần in các chi tiết cực kỳ mỏng, chúng tôi sẽ cung cấp một số cách tốt nhất cho các bản in cỡ nhỏ này.
♦ Chi tiết về cách khắc phục lỗi
Kích hoạt đầu đùn đơn: ( Chế độ in 1 layer xếp tầng)
Lưu ý: là chế độ này chỉ có ở các phầm mềm in 3d nâng cao như Repetier Host, Simplify 3D. Dưới là hình ảnh trước và sau khi kích hoạt chế độ Thin wall print
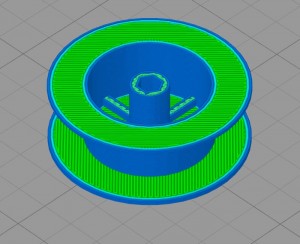
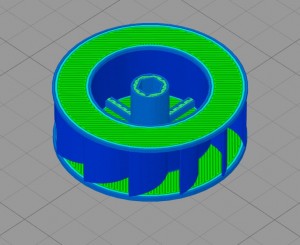
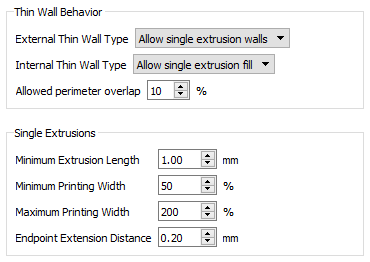
Phần mềm bao gồm một chế độ in đặc biệt dành riêng cho các chi tiết rất mỏng. Để kích hoạt chế độ đặc biệt này, hãy nhấp vào “Edit Process Settings”, chuyển đến tab Advanced và thay đổi External Thin Wall Type thành “Allow single extrusion walls”. Sau khi bạn lưu các thiết lập này, nếu bạn quay trở lại bản xem trước của phần mềm, bạn sẽ nhận thấy rằng những chi tiết mỏng này sẽ được in bằng cách sử dụng đầu đùn đơn đặc biệt này. Để biết thêm thông tin về các tùy chọn đùn đơn, bấm vào đây để xem bài viết chi tiết của chúng tôi về chủ đề này.
Thiết kế lại các bộ phận có các chi tiết dày hơn
Nếu bạn vẫn gặp sự cố khi in các chi tiết mỏng này, một cách khác là thiết kế lại các bộ phận sao cho nó chỉ bao gồm các chi tiết lớn hơn đường kính đầu đùn. Cách này thường liên quan đến việc chỉnh sửa mô hình 3D trong phần mềm CAD, để sửa đổi kích thước của các chi tiết nhỏ. Khi đã chỉnh sửa lại kích thước cho các chi tiết nhỏ, bạn có thể cập nhật lại mô hình vào phần mềm để chắc chắn rằng máy in của bạn có khả năng in được hình dạng 3D mà bạn đã tạo ra.
Lắp đầu đùn có đường kính nhỏ hơn

Trong nhiều trường hợp, bạn không thể sửa mô hình 3D gốc. Ví dụ, nó có thể là sản phẩm mà người khác thiết kế hoặc bạn tải về từ internet. Trong trường hợp này, bạn có thể nghĩ đến cách thêm một đầu đùn thứ hai cho máy in 3D của bạn, cho phép nó in các chi tiết nhỏ hơn. Nhiều máy in có đầu đùn có thể tháo rời, nên việc thay đổi đầu đùn sẽ trở nên dễ dàng. Ví dụ, nhiều người dùng mua một đầu đùn 0.3mm và một đầu đùn 0.5mm để tiện cho việc thay đổi cho phù hợp với từng sản phẩm. Tham khảo ý kiến của nhà sản xuất máy in để biết hướng dẫn chính xác về cách lắp đặt đầu đùn có kích thước nhỏ hơn.
3/ Người mới sử dụng máy in 3D tránh lỗi như thế nào?
Để giảm thiểu các lỗi phát sinh trong quá trình in 3D đối với những người mới bắt đầu sử dụng máy in 3d lời khuyên tốt nhất là
- Hãy tìm hiểu công nghệ này trước khi bắt đầu sử dụng máy
- Hiểu rõ cấu tạo và nguyên lý máy đang sử dụng
- Tìm những công ty cung cấp máy in 3d uy tin và chất lượng (được hỗ trợ tận tình)
- Không tự ý thay đổi và chỉnh sửa bất kỳ điều gì bao gồm kết cấu cơ khí và phần điện
