- Các trục bước tiến và trục quay có thể điều khiển được
Gia công chi tiết trên máy công cụ CNC đòi hỏi các trục bước tiến có thể điều khiển cũng như điều chỉnh được, chúng được truyền động độc lập bởi các môtơ servo. Các tay quay thường dùng trên máy thông thường, vì vậy là không cần thiết trên máy công cụ hiện đại nữa.
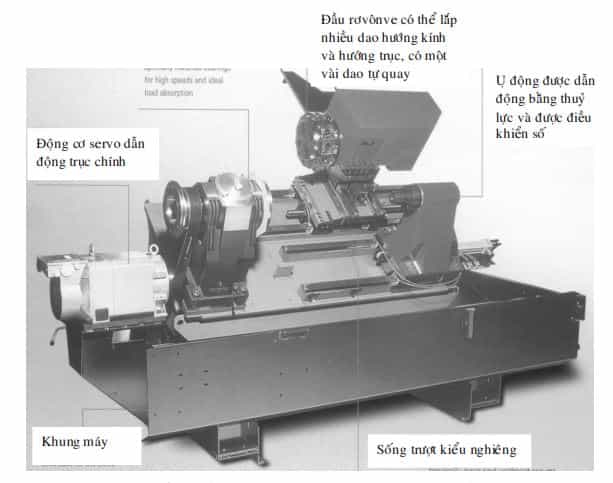
Hình 1: Kết cấu Máy tiện
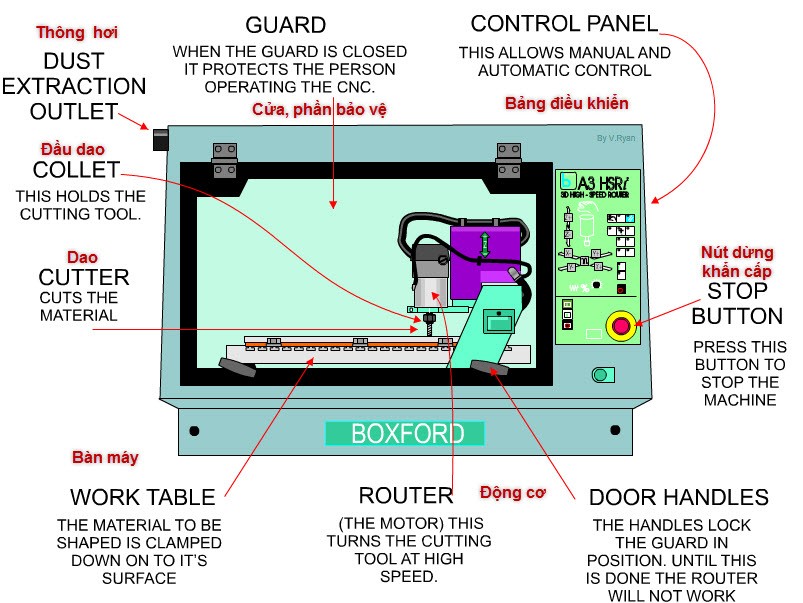
Hình 2: Kết cấu máy phay
- Máy tiện CNC (hình 3) gồm ít nhất 2 trục bước tiến điều khiển và điều chỉnh được, chúng được ký hiệu với X và z.
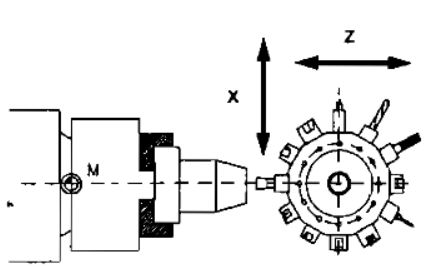
Hình 3. Hệ thống điều khiển máy tiện
- Máy phay CNC (hình 4) lại sử dụng với ít nhất 3 trục bước tiến điều khiển và điều chỉnh được, chúng được ký hiệu với X, Y, z.
Ngoài các chuyển động thẳng dọc theo các trục X, Y, z còn có chuyển động quay điều khiển được quanh các trục này.
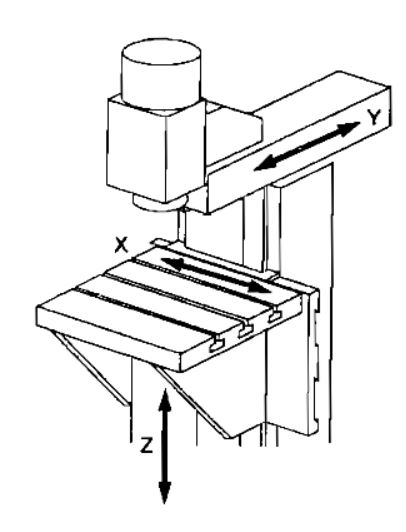
Hình 4. Trục NC điều khiển được trên máy phay
Các trục quay điều khiển được này được ký hiệu với A, B và c (hình 5).
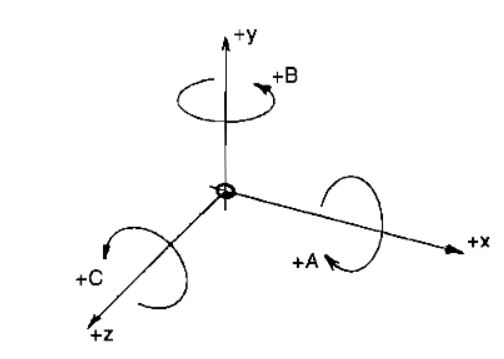
Hình 5. Các trục bước tiến và trục quay trong hệ tọa độ Đêcac
Thường phải cần thêm các trục bước tiến điều khiển được, các trục này được ký hiệu tiếp bằng u, V, w. Thêm vào là các trục quay điều khiển được để cho các bàn máy, bộ đỡ trục chính, bộ đỡ dao có thể quay quanh nó, độc lập với các trục bước tiến. Chúng được ký hiệu với A, B và c.
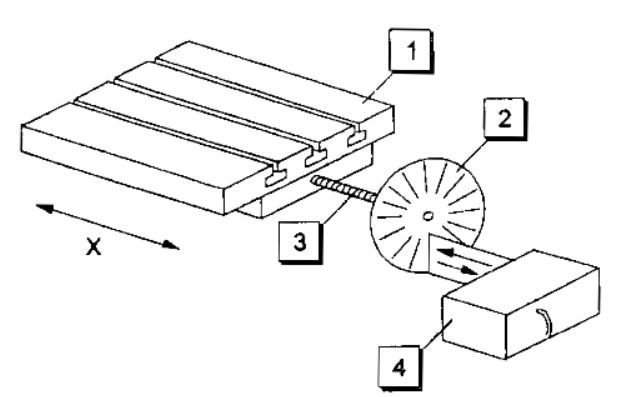
Xe dao và bàn máy khi gia công được dịch chuyển nhờ các truyền động bước tiến. Vì độ chính xác gia công cao và độ chính xác lặp lại cao, yêu cầu đặt ra cho truyền động bước tiến là rất cao. Vì vậy, mỗi chuyển động của các trục phải được thực hiện ờ tốc độ bước tiến cao và thời gian định vị thấp. Để thực hiện được yêu cầu đó, bộ truyền động bước tiến hiện đại bao gồm (hình 6) các cụm sau:
- Môtơ, ly hợp cơ khí chống lại sự quá tải cũng được điều khiển điện từ.
- Vít me bi giúp cho quá trình truyền lực không có khe hờ.
- Hệ thống đo như hệ thống đo hành trình, phần lớn được đặt ờ cuối đầu tự do của trục.
- Bộ khuyếch đại công suất với các cổng giao tiếp bằng số hoặc tương tự nhằm để điều khiển CNC.
Để đo vị trí chính xác, truyền động bước tiến được kết nổi với thiết bị đo. Mỗi trục điều khiển được của máy CNC cần một hệ thống đo hành trình với xừ lý tự động các tín hiệu đo. Độ phân giải hay được sử dụng khi đo độ dài là 0,001 mm, chỉ đối với trục X trên máy tiện (kích thước đường kính) là 0,0005 và trên máy mài chính xác được sử dụng tới 0,0001.
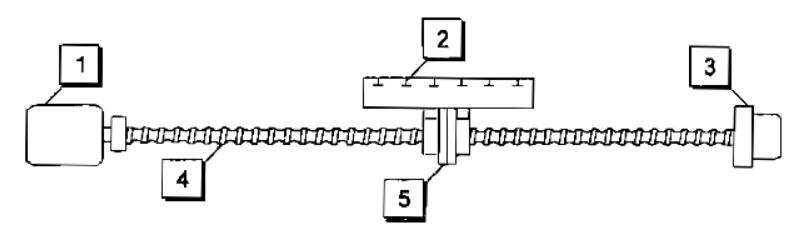
Hình 6. Truyền động bước tiến cùa bàn máy với truyền động vít me bi
- Động cơ 2.Bàn máy, 3. Hệ thống đo, 4. vít me, 5.Đai ốc bi
Thường cơ cấu truyền động vít me bi đạt được độ chính xác cao trong quá trình dịch chuyển. Nếu trục chính được đưa vào chuyển động nhờ động cơ, thì đai ốc bi dịch chuyển hầu như không có khe hở theo chiều dọc và đẩy xe dao hoặc bàn máy tương ứng trượt dọc theo băng máy (hình 7). Trong suốt quá trình truyền động hai nửa của đai ốc bi kẹp tựa vào nhau đảm bảo khe hở và ma sát của ren là nhỏ nhất. Để đảm bảo khe hở ren là nhỏ nhất hai nửa của đai ốc bi được hiệu Chỉnh trước, do vậy, có thể đạt được độ chính xác kích thước khi gia công. Khả năng lỗi về bước của trục vít me bi có thể được cân đối tự động nhờ sự bù lỗi về bước của trục. Các khả năng cơ khí khác như thanh răng – bánh răng và trục vít – đai ốc là các truyền động có độ chính xác trung bình. Đối với độ chính xác thấp cũng có thể sử dụng truyền động thủy lực.
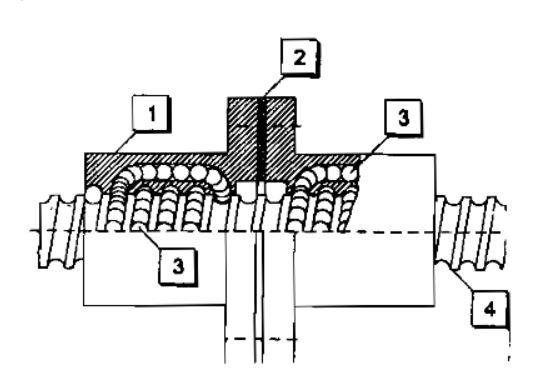
Hình 7. Truyền động vít me bi với đai ốc hai nửa không có khe hở
1.Đai ốc bi, 2.Vòng đệm, 3. Bi, 4. Trục vít me bi
Dung sai gia công trong sản xuất trục vít me bi có thể được sửa chữa trên hệ điều khiển CNC hiện đại với sự cần đối lỗi về bước của trục. Thêm vào đó các dung sai có thể được nhận biết bằng các hệ thống đo laser và được lưu trữ trong hệ điều khiển CNC.
- Hệ thống đo hành trình
Tuỳ thuộc vào loại thiết bị đo được sử dụng cũng như thước đo để phân biệt giữa đo vị trí trực tiếp và gián tiếp cũng như giữa đo vị trí tuyệt đối và tương đối. Thước đo trực tiếp cho giá trị đo chính xác nhất.
Khi đo vị trí trực tiếp (xem hình 8) thước đo được gắn trên xe dao hay trên bàn máy, vì vậy độ không chính xác của trục chính và khớp nối truyền động không ảnh hưởng tới giá trị đo.
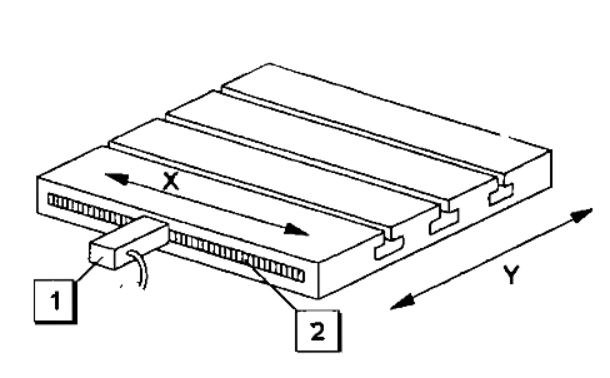
Hình 8. Đo vị trí trực tiếp
- Cảm biến đo, 2. Thước quang
Giá trị đo được nhận biết bởi một cảm biến quang học trên có chia vạch của thang đo. cảm biến đo biến đổi các giá trị đo đã xác định sang tín hiệu điện và chuyển tiếp chúng cho hệ điều khiển.
Hình 9: Đo vị trí gián tiếp
- Bàn máy, 2. Đĩa xung, 3.Trục vít me bi, 4. Cảm biến đo
Khi đo vị trí gián tiếp (xem hình 9) chuyển động dịch chuyển đạt được từ chuyển động quay của trục vít me bi với một đĩa xung như là một thang đo. Chuyển động quay của đĩa xung được ghi lại nhờ một bộ cảm biến và các tín hiệu này được chuyển tiếp tới hệ điều khiển. Hệ điều khiển tính toán các chuyển động chính xác của bàn máy cũng như các vị trí của chúng từ các xung quay.
Khi đo vị trí tuyệt đối (xem hình 10) một thang đo đã mã hoá chỉ trực tiếp vị trí của bàn máy so với một điểm định hướng cố định trên máy. Điểm này được coi là điểm 0 của máy do nhà chế tạo máy quy định. Với điều kiện, phạm vi đọc của thang đo lớn như là phạm vi làm việc và mã hoá nhị phân được thực hiện trện.thang đo, thì điều khiển có thể xếp mỗi vị trí đọc được vào một giá trị số.
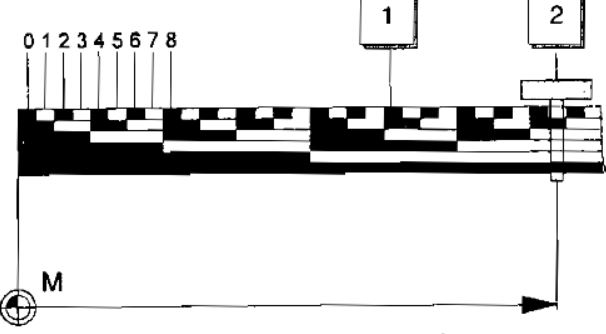
Hình 10. Đo vị trí tuyệt đối
- Thang đo được mã hóa nhị phân, 2.Các vị trí tức thời của bàn máy
Khi đo vị trí gia số (xem hình 11) một thang đo được sử dụng với lưới vạch đơn giản có các vùng sáng tối xen kẽ Khi chuyển động bước tiến ngang qua bộ cảm biến nó sẽ đến số vùng sáng vùng tối và tính toán vị trí tức thời của bàn máy từ độ chênh lệch so với vị trí bàn máy trước-đó.
Hệ điều khiển phải được nhận biết một lần vị trí tuyệt đối, từ đó nó có thể tính vị trí tức thời của bàn máy với sự giúp đỡ của phép đo vị trí tuyệt đối. Do đó, cần thiết phải một lần đưa máy đến vị trí tuyệt đối này, mà trên máy được coi là điểm tham chiếu, sau khi bật hệ điều khiển. Mỗi chuyển động của một trục, kể cả khi dịch chuyển bằng tay qua sử dụng bánh tay quay hay nút bấm đều phải được hệ điều khiển nhận biết.
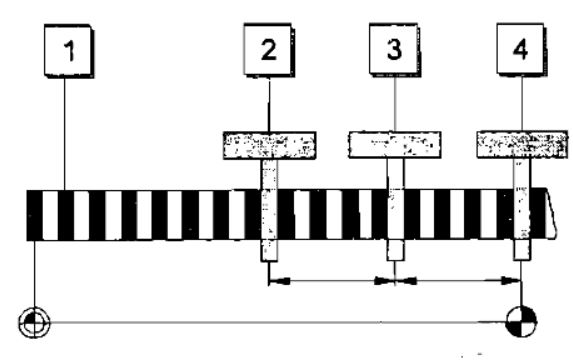
Hình 11. Đo vị trí gia số
Vì hệ điều khiển khi tắt máy thì sẽ mất sự kiểm soát qua các chuyển động cơ học, nên khi bật máy việc đưa về điểm tham chiếu cần được thực hiện lại.
