A. Trục vít me bi tuần hoàn – sự ổn định nhiệt và các vấn đề điều khiển
Độ tin cậy và độ chính xác về nhiệt của máy công cụ CNC hiện đang ngày càng gia tăng và có tính quyết định quan trọng, ảnh hưởng đến các điều kiện hoạt động khác nhau một cách rộng rãi trong nhiều công ty sản xuất chế tạo ngày nay. Yếu tố này đặc biệt phù hợp khi các lô hàng sản xuất nhỏ đòi hỏi các nguyên công gia công thay đổi liên tục. Do đó, trong điều kiện hoạt động thay đổi nhanh chóng này, điều kiện ổn định nhiệt không thể dễ dàng thực hiện được. Theo cách tương tự, độ tin cậy/ độ chính xác của phôi gia công đầu tiên hiện cũng đang trở thành một tính năng quan trọng đối với lợi nhuận của công ty giành cho các đơn đặt hàng sản xuất hiện tại và trong tương lai. Hơn thế nữa, sự thay đổi liên tục giữa các nguyên công gia công như khoan, phay thô và phay tinh cũng sẽ góp phần vào sự thay đổi trong điều kiện nhiệt của máy công cụ. Ví dụ, trong suốt các hoạt động phay thô, yêu cầu chuyển động tốc độ/ vận tốc cao của các rãnh trượt của máy để có được khối lượng loại bỏ lượng dư mong muốn và tốc độ sản xuất tăng lên, điều này sẽ làm tăng giá trị nhiệt ≥ 80%, trong khi ngược lại, giá trị ≤ 10% sẽ chỉ đạt được trong bất kỳ hoạt động phay tinh nào. Do đó, với những tăng/ giảm tốc ngày càng cao này, cùng với tốc độ tiến dao cao hơn, là một tính năng cần thiết của gia công sản xuất ngày nay nhằm gia tăng loại bỏ lượng dư, cái gọi là chiến lược gia công nhanh này, thúc đẩy một số gia nhiệt tăng lên của trục vít me bi tuần hoàn, trong bộ truyền động bước tiến tuyến tính của máy gia công.
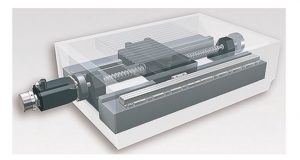
Trong vài thập kỷ gần đây, đã có sự phát triển đáng kể trong chiến lược vận hành gia công tốc độ cao (HSM: High-Speed Machining) bởi nhiều nhà chế tạo máy công cụ và một số người dùng. Nếu các hệ thống dẫn động bằng trục vít me bi tuần hoàn được sử dụng cho HSM, các bộ truyền động cơ học này sẽ tạo ra những hạn chế bổ sung do tốc độ quay tới hạn (critical speed) của chúng. Sau đó, ở tốc độ tới hạn này, một trục vít me bi bắt đầu cộng hưởng ở tần số tự nhiên của nó – được gọi là độ đảo của vít me bi (tức là có khả năng gây ra một số sự mất ổn định gia công). Do đó, tốc độ tới hạn này tỷ lệ với bình phương khoảng cách giữa các giá đỡ của trục vít me bi. Theo đó và trong cấu hình lắp ráp trong trường hợp xấu nhất, – đây là một loại máy công cụ điều khiển bằng vít me bi rất dài và mảnh với giá đỡ rộng – tốc độ tới hạn cộng hưởng của trục vít me bi sẽ là ≈ 2500 vòng/ phút. Để giảm thiểu vấn đề về tốc độ quay cao của vít me bi – hiện đang được yêu cầu cho chuyển động tuyến tính nhanh – tăng/ giảm tốc cao trong chiến lược HSM có nghĩa là các nhà chế tạo máy công cụ có thể sử dụng tổ hợp đa vít me bi khởi động (xem hình 1, trong trường hợp này, phù hợp với đôi vít me bi tuần hoàn đôi khởi động được lắp ghép). Vì vậy, với sự sắp xếp đa dạng của trục vít me bi tổ hợp đa khởi động này, tốc độ quay giảm đi một nửa. Để giảm bớt vấn đề tốc độ quay cao này với trục vít me bi tuần hoàn đang cố gắng tăng/ giảm tốc nhanh, trục dẫn động tuyến tính thường được trang bị cho các máy công cụ HSM.

Hình 1 Máy gia công lắp ghép trục vit me bi tuần hoàn đôi
Tuy nhiên, vẫn còn một vấn đề khác liên quan đến việc sử dụng các vít me bi tuần hoàn là thuật ngữ sự cuộn vào trục vít me bi thường được đề cập đến. Ở đây, lực cắt thực tế tạo ra một chuyển động quay-xoắn nhẹ đối với trục vít me bi, trục vít này không được xác định và hiệu chỉnh bởi bộ mã hóa quay gắn kèm, do đó tạo ra hiệu ứng xoắn gây ra độ không đảm bảo đo vị trí tiềm ẩn ở vị trí trượt dọc theo trục của nó. Do đó, phép đo vị trí trượt của máy công cụ CNC – sử dụng các bộ mã hóa tuyến tính chính xác và tin cậy cao (xem hình 2 bên dưới) trong các bộ truyền động bước tiến, đóng một vai trò cơ bản trong việc ổn định tác động nhiệt và cơ học – và vì lí do đó độ chính xác và độ tin cậy của các loại máy công cụ CNC này.
Hình 2 Ứng dụng bộ mã hóa tuyến tính.
Ở đây hình 2, sử dụng bộ mã hóa tuyến tính cho phép đo vị trí của rãnh trượt máy công cụ CNC, có nghĩa là vòng điều khiển bao gồm bước tiến cơ học của nó – điều này thường được gọi là hoạt động vòng kín
Một câu hỏi thường được đặt ra là, “Một công ty có nên đặt điều kiện và chỉ rõ, khi mua một máy công cụ CNC mới, khả năng mua một hệ thống mã hóa quay hoặc hệ thống mã hóa tuyến tính?”. Vấn đề cơ bản liên quan đến phép đo vị trí trục khi sử dụng bộ mã hóa quay được gắn với vít me bi tuần hoàn, là sự giãn nở nhiệt được tạo ra bởi trục vít me bi đang hoạt động này. Trong môi trường gia công hàng loạt – nhỏ, các giới hạn thời gian điển hình thường là từ một đến hai giờ – hoặc đôi khi ít hơn nhiều – so với việc sử dụng CNC thực tế. Vì lí do đó, với trục của máy được sử dụng nhiều nhất, sự giãn nở nhiệt của trục vít me bi này có thể dẫn đến sai số định vị ở độ lớn ≈100 µm – tùy thuộc vào bản chất và độ dài của chương trình chi tiết CNC thực tế. Sự không chắc chắn về vị trí trượt này hoàn toàn xóa bỏ mọi biến dạng kết cấu do nhiệt gây ra và các lỗi hình học được tạo ra bên trong bất kỳ cấu hình gia công và trung tâm tiện nào. Lưu ý là sau mỗi hoạt động gia công chương trình chi tiết CNC mới ở bất kỳ mức độ phức tạp và chiều dài hợp lý nào, các vít me bi thực tế sẽ cần ≈1 h để đạt được điều kiện ổn định nhiệt. Điều kiện tăng nhiệt này cũng sẽ áp dụng cho những gián đoạn trong chu trình hoạt động gia công.
Bằng một nguyên tắc thực tế đối với sự giãn nở nhiệt của một trục vít me bi, chúng ta có thể nói rằng “Trên toàn bộ chiều dài của một trục vít me bi nguội có chiều dài một mét, nó sẽ kỳ vọng tăng lên từ ≈0.5 đến 1 µm – sau mỗi lần tăng gấp đôi hành trình của đường trượt ”. Sự giãn nở nhiệt tiềm ẩn này rõ ràng sẽ tích lũy, trong những giới hạn thời gian nhất định.
B. Hệ thống định vị/ giám sát trục tuyến tính
Để giảm thiểu những dao động của trục vít me bi nhiệt như vậy được tạo ra bởi vận tốc/ tốc độ cao hơn của các trục trong máy công cụ CNC, vai trò của bộ mã hóa tuyến tính (bên dưới) đối với phép đo vị trí trở nên cực kỳ quan trọng đối với đầu ra thành phần chi tiết được gia công chất lượng cao. Cảm biến và bộ mã hóa tuyến tính được sử dụng thường xuyên trong môi trường máy công cụ CNC và thiết bị có độ chính xác/ độ tin cậy cao được sử dụng để giám sát vị trí, khoảng cách, hướng và cả tốc độ của loại nhà máy công nghiệp này. Hơn nữa, các loại bộ mã hóa quay và tuyến tính cho phép các kỹ sư máy công cụ điều khiển chính xác các chuyển động động học này bằng cách cung cấp phản hồi đáng tin cậy trong quy trình vòng kín. Về cơ bản, bộ mã hóa quay quang học là hầu hết được triển khai như một kỹ thuật biến chuyển động quay cơ học thành một đầu ra điện. Thông thường, trong phân loại bộ mã hóa này, có ba cấu hình cơ bản, chúng là:
- Bộ mã hóa gia tăng;
- Bộ mã hóa tuyệt đối;
- Bộ mã hóa tuyệt đối đa vòng.
Các loại bộ mã hóa khác nhau như vậy có các thành phần cơ bản có thể so sánh được, nơi chúng hoạt động với các nguyên tắc cơ bản tương ứng tương ứng. Do đó, mỗi cấu hình bộ mã hóa này cung cấp một loạt các đặc điểm hiệu suất đa dạng, khả năng và lợi ích cho người dùng. Vì vậy, trong máy CNC, bộ mã hóa tuyến tính của nó là một dạng cảm biến/ bộ chuyển đổi/ đầu đọc, được ghép nối với một thang đo mã hóa vị trí của trượt tuyến tính. Tại thời điểm này, cảm biến sẽ đọc thang đo tuyến tính để chuyển đổi vị trí được mã hóa thành tín hiệu tương tự hoặc tín hiệu số, mà sau đó có thể được giải mã thành vị trí tuyến tính thực tế của nó bởi bộ điều khiển chuyển động của máy công cụ.
Thông thường sử dụng bộ mã hóa có thể là loại gia tăng hoặc tuyệt đối. Chuyển động trượt có thể được thiết lập bằng sự thay đổi vị trí tương đối của nó theo thời gian. Các phiên bản hiện tại của công nghệ mã hóa tuyến tính có thể bao gồm các biến thể quang học, từ tính, cảm ứng, điện dung và dòng điện xoáy. Kết quả là, một cảm biến sẽ đọc thang đo tuyến tính để chuyển đổi vị trí được mã hóa thành tín hiệu tương tự hoặc tín hiệu số, sau đó có thể được giải mã thành một vị trí trượt rời rạc, thường bằng một số dạng bộ điều khiển chuyển động. Vì vậy, bộ mã hóa này có thể thuộc loại gia tăng hoặc tuyệt đối, do đó bất kỳ chuyển động trượt nào đều có thể được xác định bằng cách thay đổi vị trí của nó theo thời gian.

Hình 3 Bộ mã hóa tuyến tính kín hoàn toàn cho máy công cụ CNC
Hình 2 cho ta thấy một bộ mã hóa tuyến tính kín hoàn toàn cho máy công cụ CNC. Do đó từ một chu kỳ cách tử 8 µm, nguyên tắc đo giao thoa của bộ mã hóa tạo ra tín hiệu quét với chu kỳ tín hiệu chỉ 4 µm. Các tín hiệu quét này về cơ bản thì không có bất kỳ sóng hài nào và có thể được nội suy cao. Sai số vị trí bên trong một chu kỳ tín hiệu thường là < ± 0.04 µm, điều này tương đương với chỉ < 1% của chu kỳ tín hiệu.
Bộ mã hóa tuyến tính của máy công cụ là bộ chuyển đổi mà có thể sử dụng nhiều đặc tính vật lý khác nhau nhằm đạt được vị trí trượt máy được mã hóa. Có rất nhiều loại bộ mã hóa tuyến tính có sẵn trên thị trường, chỉ với một số loại được liệt kê dưới đây:
- Cale/ reference based: Dựa trên tỷ lệ/ tham chiếu – Bộ mã hóa tuyến tính quang học thuộc loại này có xu hướng chiến ưu thế trên thị trường công nghiệp máy công cụ/ đo lường độ phân giải cao, nơi chúng sử dụng các nguyên lý chắn/ nhiễu xạ Moiré hoặc ba chiều. Thông thường, các chu kỳ thang đo tăng dần có thể thay đổi từ 0.0001 đến 0.00001 µm và sau khi nội suy phù hợp, chúng có thể cung cấp độ phân giải xuống đến nanomet. Các nguồn sáng điển hình được sử dụng có thể bao gồm: đèn LED hồng ngoại, đèn LED rõ nét và bóng đèn nhỏ cũng như điốt laze;
- Magnetic: Từ tính – Bộ mã hóa tuyến tính từ tính sử dụng thang đo chủ động (tức là từ tính) hoặc thụ động (tức là từ trở thay đổi), với vị trí được cảm nhận bằng cách sử dụng: cuộn cảm, hiệu ứng Hall hoặc đầu đọc điện trở từ. Các bộ mã hóa tuyến tính từ tính có chu kỳ tỷ lệ được xác định thô hơn so với các bộ mã hóa quang học tương đương (ví dụ: thường là 0.0002 µm – 2 mm) với độ phân giải đặc trưng theo thứ tự ≤1 µm;
- Capacitive: Điện dung – Một bộ mã hóa tuyến tính điện dung hoạt động bằng cách cảm nhận điện dung giữa đầu đọc và thang đo tuyến tính của máy. Một nhược điểm ở đây là độ nhạy thực tế đối với các tàn tích loang lổ, mà có thể nằm trong phần này của miền trượt, ảnh hưởng đến sự thay đổi hằng số điện môi tương đối;
- Inductive: Cảm ứng – Công nghệ cảm ứng không giống như công nghệ của các bộ mã hóa điện dung vì chúng đơn giản là không bị ảnh hưởng bởi bất kỳ dạng tạp chất nào. Điển hình của loại này là nguyên tắc đo cảm ứng, được biết đến nhiều như một hệ thống cảm điện;
- Eddy current: Dòng điện xoáy – Các bộ mã hóa kỹ thuật số kiểu dòng điện xoáy này sử dụng thang đo được mã hóa bằng vật liệu phi từ tính cao và thấp, mà sau đó được phát hiện và giải mã bằng cách theo dõi các dao động trong điện cảm của mạch xoay chiều cũng bao gồm cảm biến cuộn dây cảm ứng.
C. Định dạng tín hiệu đầu ra
Như đã đề cập trước đây, hầu hết các bộ mã hóa tuyến tính của máy công cụ có thể có đầu ra tương tự hoặc đầu ra kỹ thuật số, do đó:
- Analogue linear encoders: Bộ mã hóa tuyến tính tương tự – Đây là tiêu chuẩn công nghiệp thông thường, trong đó đầu ra tương tự có tín hiệu vuông góc sin và cosin. Các đầu ra này thường được truyền khác biệt, do đó cải thiện khả năng chống ồn của chúng. Các tín hiệu sin/ cosin pha vuông góc có thể được theo dõi một cách đơn giản bởi một máy hiện sóng (máy nghiệm dao động/ dao động kế) ở chế độ X-Y của nó, để tạo ra một hình Lissajous tròn. Tín hiệu có độ chính xác cao nhất đạt được khi hình Lissajous là hình tròn – ở đây không có lỗi khuếch đại/ pha và được căn giữa một cách hoàn hảo. Hầu hết các hệ thống mã hóa tuyến tính sử dụng mạch tự động để cắt bỏ các cơ chế lỗi này. Độ tin cậy và độ chính xác tổng thể của các bộ mã hóa tuyến tính tương tự này là sự kết hợp của cả độ chính xác của thang đo và bất kỳ lỗi nào được đưa vào bởi đầu đọc. Các đóng góp của thang đo vào danh sách dự toán lỗi bao gồm cả lỗi tuyến tính và độ dốc/ nghiêng – gọi là lỗi hệ số tỉ lệ. Cơ chế lỗi đầu đọc thường được chỉ định là lỗi theo chu kỳ hoặc lỗi phân chia phụ (SDE: Sub-Divisional Error), vì chúng sẽ lặp lại trong mỗi khoảng giai đoạn thời gian. Ngược lại, yếu tố góp phần lớn nhất gây ra sự thiếu chính xác của đầu đọc là độ lệch tín hiệu, theo sau là sự mất cân bằng tín hiệu (tức là độ elip) và lỗi pha (tức là khi các tín hiệu vuông góc không cách nhau chính xác 90°). Trong khi kích thước tín hiệu tổng thể sẽ không ảnh hưởng đến độ chính xác của bộ mã hóa tuyến tính, tỷ lệ tín hiệu trên tỷ lệ nhiễu và hiệu suất rung chập chờn của nó có thể làm giảm khả năng xảy ra với các tín hiệu nhỏ hơn.
- Digital linear encoders: Bộ mã hóa tuyến tính kỹ thuật số – Nhiều biến thể hiện tại của bộ mã hóa tuyến tính nội suy tín hiệu sin/ cosin tương tự để chia nhỏ chu kỳ thang đo, sau đó sẽ cung cấp độ phân giải đo lường cao hơn. Đầu ra của quá trình nội suy như vậy ở dạng sóng vuông góc vuông, đây là khoảng cách giữa các cạnh của hai kênh độ phân giải của bộ mã hóa. Dấu tham chiếu hoặc xung chỉ số sẽ được xử lý kỹ thuật số dưới dạng xung, luôn luôn có từ một đến bốn đơn vị độ phân giải theo chiều rộng. Ưu điểm đáng kể của các bộ mã hóa có tích hợp nội suy và truyền tín hiệu kỹ thuật số là khả năng chống nhiễu được cải thiện, mặc dù, với tần số cao, tín hiệu tốc độ cạnh-nhanh, chúng có thể có xu hướng tạo ra nhiều bức xạ emc hơn.
D. Tín hiệu tham chiếu tuyệt đối
Cùng với tín hiệu đầu ra tương tự hoặc tín hiệu đầu ra gia tăng kỹ thuật số, các bộ mã hóa tuyến tính này có thể cung cấp tín hiệu tham chiếu hoặc định vị tuyệt đối. Ví dụ: với hầu hết các loại bộ mã hóa tuyến tính gia tăng, chúng có thể tạo ra một chỉ số hoặc xung đánh dấu tham chiếu, do đó cung cấp một vị trí dữ liệu dọc theo thang tuyến tính để sử dụng ở giai đoạn khởi động của máy công cụ hoặc sau khi mất điện . Tín hiệu chỉ số này phải có khả năng xác định vị trí của nó chỉ trong một khoảng thời gian duy nhất trên thang đo của nó, trong khi dấu tham chiếu của nó thường bao gồm một đặc điểm duy nhất trên thang đo tuyến tính, chẳng hạn như mô hình tương quan-tự động (điển hình là mã Barker hoặc mô hình dạng Chirp).
Chỉ có chín trình tự Barker được biết đến, tất cả đều có độ dài là “N”, nhưng tối đa, có thể có nhiều hơn nữa, do đó làm cho nó có thể có tổng số 13. Trong bài báo ban đầu năm 1953 của mình, R.H. Barker đề xuất các trình tự với điều kiện mạnh hơn là: Cvǫ {−1,0}, nhưng ở đây chỉ có bốn trình tự như vậy được biết (nguồn Barker 1953). Trong khi mô hình Chirp, là một tín hiệu trong đó tần số tăng (tức là tăng-chirp) hoặc giảm (tức là giảm-chirp) theo thời gian. Do đó, trong một số tài liệu nguồn, thuật ngữ Chirp được dùng thay thế cho tín hiệu quét, hơn nữa, nó còn được gọi là: Tín hiệu pha bậc hai (nguồn Abramowitz và Stegun 1972).
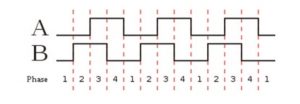
Hình 4 Sơ đồ đơn giản cho các kênh/ băng tần cầu phương (hay còn gọi là pha vuông góc) ‘A’ và ‘B’ (nguồn Wikipedia và cộng sự 2015)
Đặc trưng, các dấu tham chiếu được mã hóa theo khoảng cách (DCRM: Distance Coded Reference Marks) được định vị trên thang đo tuyến tính theo một dạng duy nhất cho phép chuyển động tối thiểu – di chuyển một cách có triệu chứng qua hai dấu tham chiếu – để xác định vị trí chính xác của đầu đọc. Nhiều dấu tham chiếu cách đều nhau cũng có thể được định vị trên thang đo này theo cách sao cho sau khi lắp đặt máy, điểm đánh dấu mong muốn có thể được chọn chính xác – thường thông qua nam châm, phương tiện quang học hoặc trong trường hợp không mong muốn, chúng có thể được bỏ chọn bằng cách sử dụng nhãn dán hoặc bằng cách đơn giản là sơn lên.
E. Mã tuyệt đối
Bằng cách chỉ định các thang đo được mã hóa phù hợp như mã đa dấu, mã du xích, mã kỹ thuật số hoặc mã giả ngẫu nhiên, bộ mã hóa tuyến tính có thể thiết lập vị trí của nó mà không cần chuyển động hoặc cần tìm một vị trí tham chiếu cụ thể. Theo đó, các bộ mã hóa tuyến tính tuyệt đối này cũng sẽ giao tiếp bằng cách sử dụng các giao thức truyền thông nối tiếp.
F. Công tắc giới hạn
Có nhiều bộ mã hóa tuyến tính khác nhau, mà có thể bao gồm sự kết hợp của các công tắc giới hạn tích hợp thường là quang học hoặc từ tính về nguyên tắc. Tại thời điểm này, thường sử dụng hai công tắc giới hạn, chẳng hạn như điều đó xảy ra khi khởi động máy, nơi bộ điều khiển có thể xác định xem nếu bộ mã hóa tuyến tính đang ở cuối cấp hay theo hướng nào để điều khiển trục của máy công cụ thực tế này.
G. Sự bảo vệ và cách sắp xếp các bộ mã hóa tuyến tính
Bộ mã hóa tuyến tính có thể là một thiết kế hoàn toàn kín hoặc kiểu mở. Hơn nữa, các bộ mã hóa tuyến tính kín chủ yếu được sử dụng cho các ứng dụng máy công cụ, vì chúng thường phải tồn tại trong môi trường rất bẩn và đôi khi là chống đối. Những bộ mã hóa như vậy thường bao gồm một sự ép đùn nhôm bao quanh toàn bộ mà khép kín một thang đo thủy tinh hoặc kim loại. Ở đây, một con dấu mép linh hoạt sẽ cho phép một đầu đọc bên trong, có hướng dẫn để sau đó đọc thang đo tuyến tính. Độ tin cậy và độ chính xác trong cách sắp xếp này bị hạn chế một phần do một số ma sát và độ trễ không mong muốn được áp đặt bởi sự sắp xếp cơ học. Trong khi đối với các thang đo có độ chính xác và độ tin cậy cao nhất, chúng sẽ yêu cầu độ trễ đo thấp nhất kết hợp với ứng dụng ma sát nhỏ nhất; do đó, ở đây thường chỉ định một bộ mã hóa tuyến tính kiểu mở. Một loạt các bộ mã hóa tuyến tính có thể sử dụng các thang đo được truyền (tức là thang kính) hoặc thang đo phản xạ, thường sử dụng các loại cách tử Ronchi hoặc Pha. Các thang đo tuyến tính này có thể sử dụng nhiều loại vật liệu cho các thang đo tương ứng, điển hình là: crom trên kính; kim loại (ví dụ: thép không gỉ, thép mạ vàng, Invar,…); gốm sứ (ví dụ: zerodur); hoặc là một số loại nhựa – chất dẻo nhất định. Các thang đo tuyến tính này chạy trên toàn bộ chiều dài của mỗi trục tuyến tính chuyển động của máy và có thể tự hỗ trợ, được làm chủ về nhiệt đối với chất nền (tức là thông qua chất kết dính hoặc băng dính); hoặc theo đường ray khác được gắn kết vào. Việc lắp đường ray có thể cho phép thang đo tuyến tính duy trì hệ số giãn nở nhiệt cụ thể của nó, do đó cho phép máy móc/ thiết bị lớn được dễ dàng phân tách nhỏ hơn để dễ vận chuyển.
