1/ Hệ thống tọa độ và cách xác định vị trí các điểm trên máy CNC
1.1/ Các loại hệ tọa độ
Các hệ tọa độ cho phép mô tả chính xác tất cả các điểm trên bề mặt gia công cũng như trong không gian, về cơ bản các hệ tọa độ được chia thành: Hệ tọa độ Đề-Các (Descartes) và hệ tọa độ cực.

♦Tìm hiểu thêm: Máy Nếu bạn muốn tìm hiểu thêm các thông số kỹ thuật về máy CNC mini (hình bên trên), có thể xem chi tiết về máy: Xem tại đây
1.1.1/ Hệ tọa độ Đề các
Một hệ tọa độ Đề các, còn gọi là hệ tọa độ vuông góc, dùng để mô tả chính xác các điểm xác định bởi hai trục tọa độ (hệ tọa độ Đêcac phẳng) hoặc ba trục tọa độ (hệ tọa độ Đêcac không gian) vuông góc với nhau. Trong hệ tọa độ Đêcac phẳng, ví dụ, trong hệ tọa độ X, Y, mỗi điểm trên mặt phẳng được xác định duy nhất bởi cặp tọa độ (X, Y) (xem hình 2). Khoảng cách tới trục Y được ký hiệu là tọa độ X và khoảng cách tới trục X được ký hiệu là tọa độ Y. Những tọa độ này có thể mang dấu dương (+) hoặc âm (-).
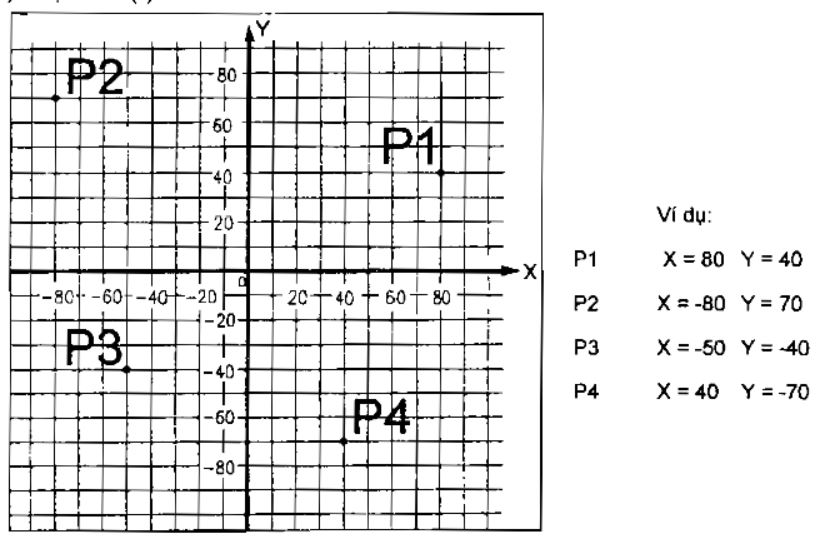
Nếu đặt bản vẽ chi tiết gia công trong hệ tọa độ này người ta có thể đọc được tất cả các điểm gia công quan trọng. Tuỳ theo điểm 0 của chi tiết gia công được đặt ở đâu mà người ta có thể xác định chính xác vị trí các điểm bằng tọa độ chỉ dương hoặc cả âm.
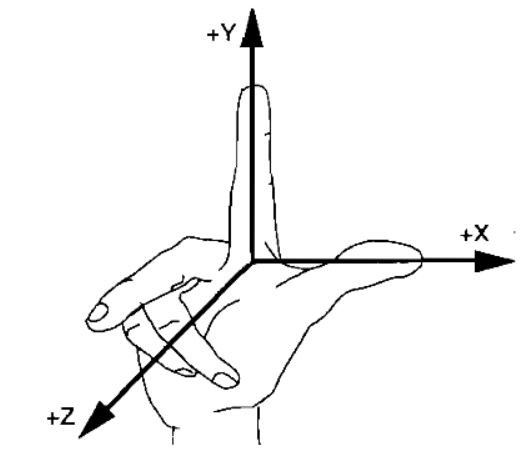
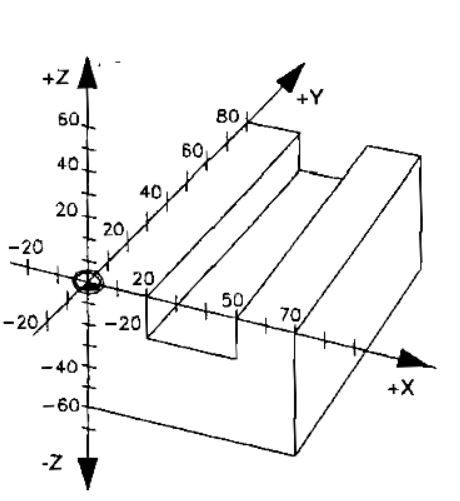
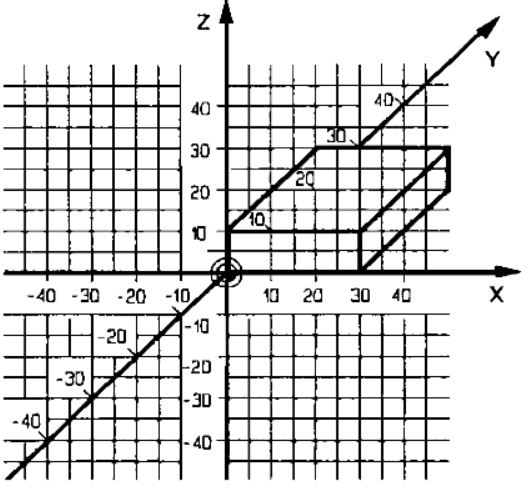
Hệ tọa độ Đêcac không gian dùng để biểu diễn và xác định vị trí của chi tiết gia công trong không gian, ví dụ, đối với chi tiết gia công phay là cần thiết. Để mô tả duy nhất một điểm trong không gian cần thiết phải có 3 tọa độ, được gọi tương ứng là trục tọa độ X-, Y- và z (xem hình 3).
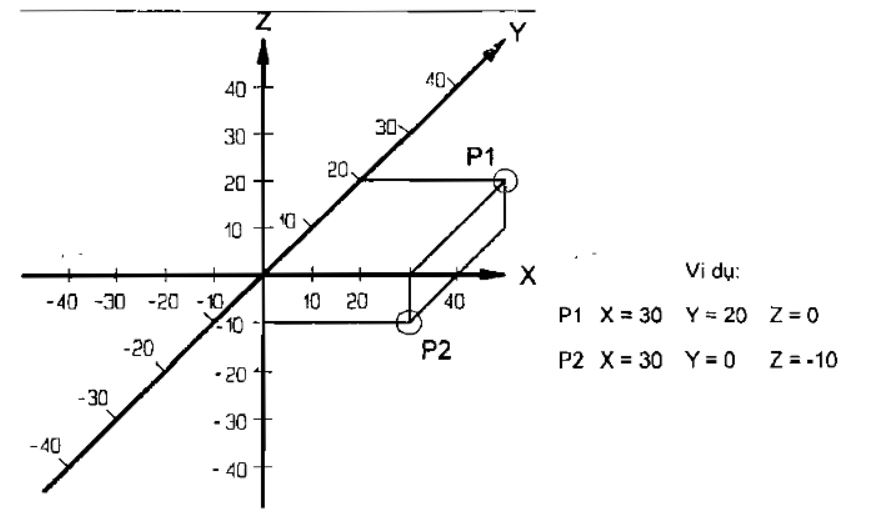
Hệ tọa độ 3 chiều với các trục tọa độ có phạm vi dương (+) và âm (-) như vậy cho phép mô tả chính xác tất cả các điểm vị trí, ví dụ, trong không gian làm việc của một máy phay mà không phụ thuộc vào việc điểm 0 của chi tiết gia công được đặt ờ đâu.
Các ký hiệu của 3 trục cũng như 3 tọa độ được chọn được gọi là hệ thống phải, tuân theo quy tắc bàn tay phải (xem hình 4). Các ngón tay của bàn tay phải luôn chỉ chiều dương (+) của mỗi trục. Hệ như vậy còn được gọi là hệ tọa độ quay phải.
1.1.2/ Hệ tọa độ cực
Trong hệ tọa độ Đêcac mỗi điểm được mô tả bằng tọa độ X và Y của nó. Đối với các biên dạng đối xứng quay tròn, ví dụ, các hình lỗ khoan dạng tròn, các tọa độ cần thiết cần được tính với tốn kém đáng kể.
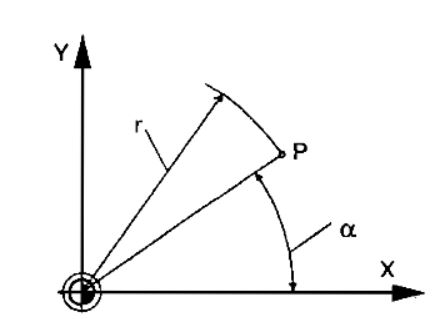
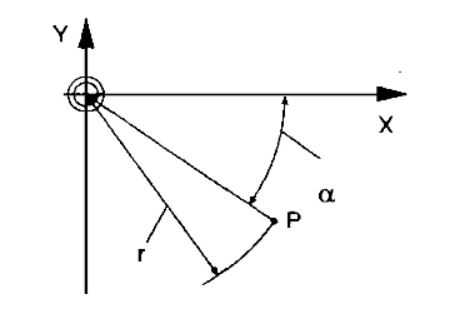
Trong hệ tọa độ cực mỗi điểm được mô tả bằng khoảng cách của điểm đó (bán kính r) tới gốc tọa độ và góc (a) của nó tạo với trục nhất định. Góc (a) tạo với trục X trong hệ tọa độ X, Y. Nếu đo từ trục X dương đi ngược chiều kim đồng hồ góc sẽ mang dấu (+) (xem hình 5). Theo chiều ngược lại góc sẽ mang dấu âm (xem hình 6).
1.2/ Góc quay của trục
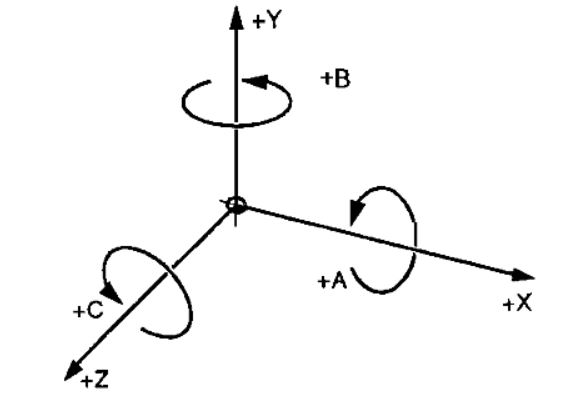
Mỗi trục cơ bản X, Y và z có các trục quay quanh tương ứng. Các góc quay của trục được ký hiệu với A, B, c, trong đó A quay quanh trục X, B quay quanh trục Y và c quanh trục z (xem hình 7). Chiều quay là dương nếu nhìn từ gốc tọa độ theo hướng chiều quay chạy theo kim đồng hồ (giống như chuyển động của con vít với ren phải hoặc chiều quay của cái mở nút chai).
Ký hiệu của góc A, B và c trên tọa độ cực có thể được rút ra từ hình 20. Nếu điểm đến nằm trong mặt phẳng X, Y của hệ tọa độ thì góc tọa độ cực tương ứng với góc quay quanh trục z là c. Trong mặt phẳng Y/Z góc tọa độ cực tương ứng với góc quay quanh trục X là A. Trong X/Z tương ứng với góc quay quanh trục Y là B.
2/ Định nghĩa hệ tọa độ liên quan tới máy và chi tiết gia công
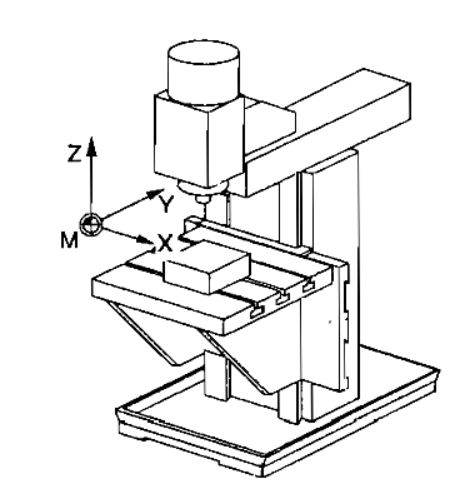
2.1/ Hệ tọa độ máy
Hệ tọa độ của máy công cụ CNC do nhà chế tạo quy định và không thể thay đổi được. Điểm gốc của hệ tọa độ máy còn được gọi là điểm zero máy M và vị trí của nó không thể dịch chuyển được.
2.2/ Hệ tọa độ phôi
Hệ tọa độ phôi do người lập trình quy định và có thể thay đổi được. VỊ trí điểm gốc của hệ tọa độ phôi, còn gọi là điểm zero phôi, về cơ bản là bất kỳ (xem hình 9).
2.3/ Máy phay CNC
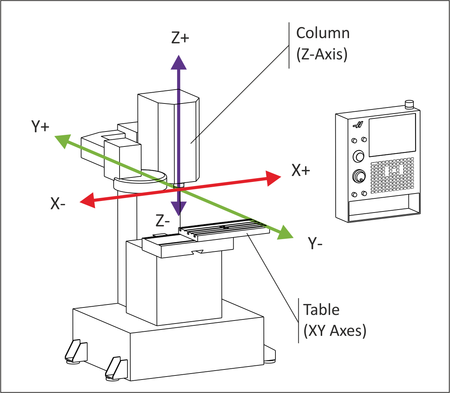
Từ cấu tạo của máy CNC đưa tới định nghĩa của hệ tọa độ tương ứng. Do đó nếu trên máy phay CNC trục chính công tác (mang dao) được quy định là trục z (xem hình 10), thì chiều dương của trục z sẽ chạy từ chi tiết gia công đi lên tới dụng cụ cắt.
w – điểm zero phôi
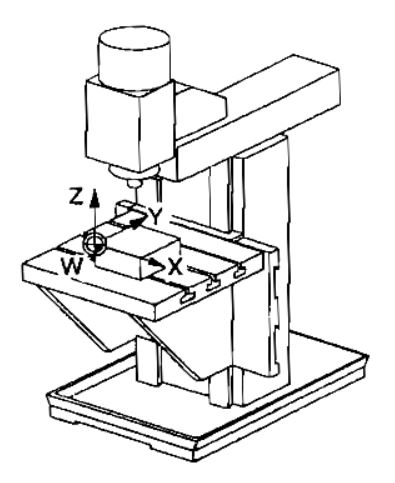
- Trục X và trục Y, theo nguyên tắc, nằm song song với mặt phẳng kẹp chi tiết gia công.
- Nếu ta đứng trước máy thì chiều dương của trục X chạy sang phải và của trục Y chạy từ ngoài vào trong.
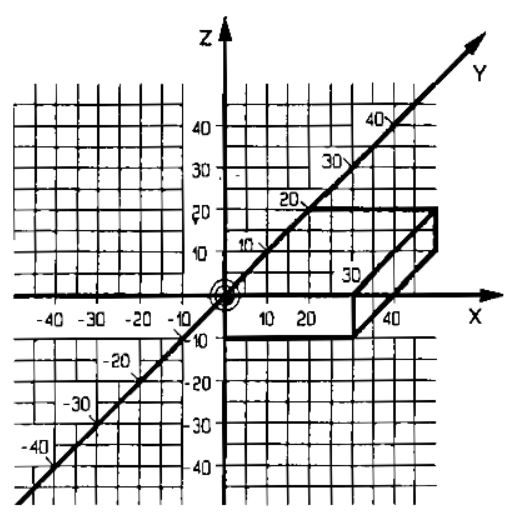
- Điểm 0 của hệ tọa độ phải được ưu tiên đặt ở một cạnh ngoài của chi tiết gia công.
- Để dễ dàng cho việc tính toán các điểm cần thiết cho lập trình người ta thường chọn điểm zero phôi ở cạnh ngoài của mặt phẳng trên (xem hình 11) cũng như mặt phẳng dưới (xem hình 12).
2.4/ Máy tiện CNC
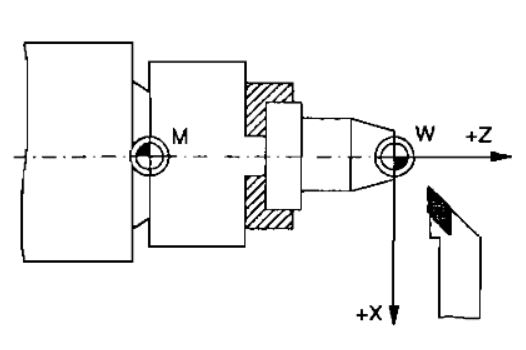
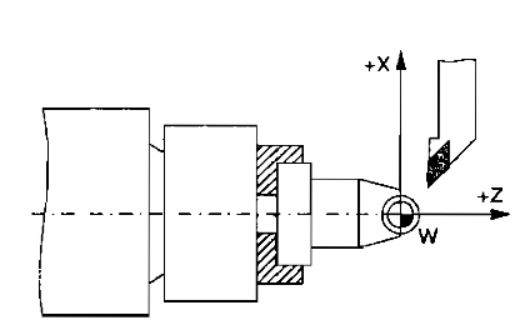
Trên máy tiện CNC trục chính công tác (trục mang chi tiết) được quy định là trục z. Điều này có nghĩa là, trục z trùng với trục quay (xem hình 14và 15). Chiều dương của trục z được quy định là chiều dụng cụ cắt chuyển động rời xa chi tiết gia công. Trục X vuông góc với trục z. Chiều của nó tuy vậy, phụ thuộc vào vị trí của dụng cụ cắt nằm phía trước (xem hình 14) hay sau (xem hình 15) tâm quay.
3/ Luyện tập CNC
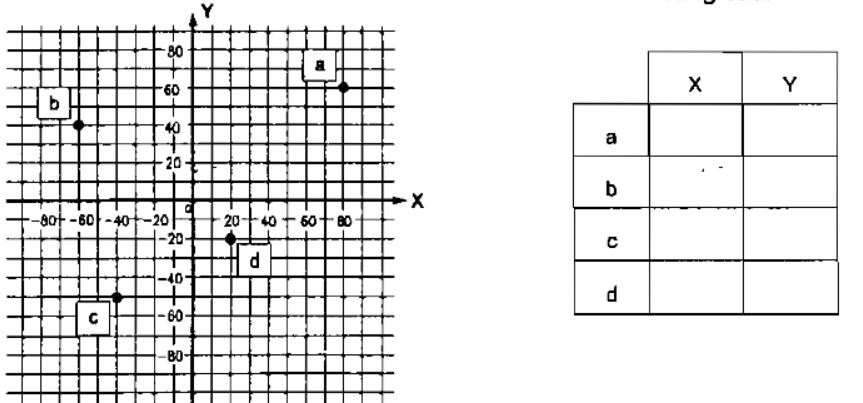
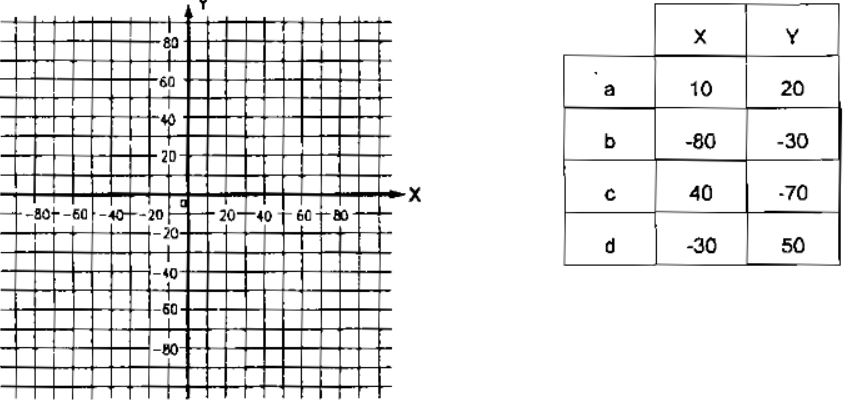
Hãy làm việc với các hệ tọa độ khác nhau: Ghi hệ tọa độ của các điểm trên hình dưới vào bảng
Đánh dấu các điểm sau vào sơ đồ hình 17
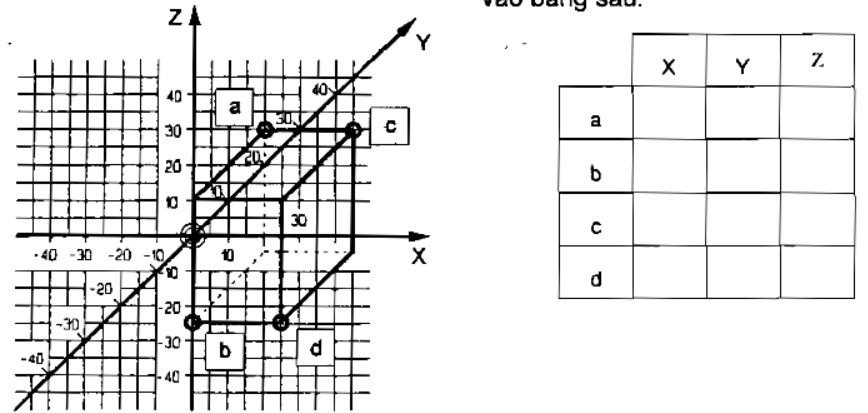
Ghi tọa độ Đềcác của các điểm từ a tới d trên hình 19 vào bảng sau:
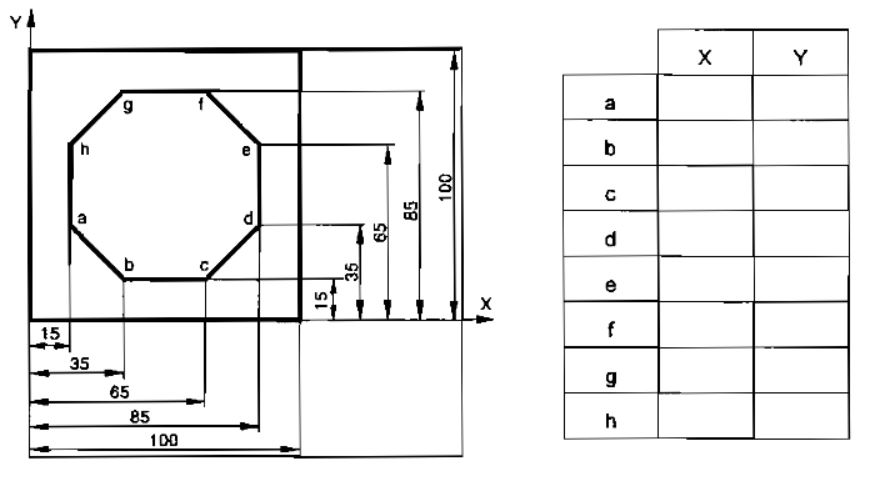
Ghi tọa độ Đềcác của các điểm từ a tới h ở hình 20 vào bảng sau:
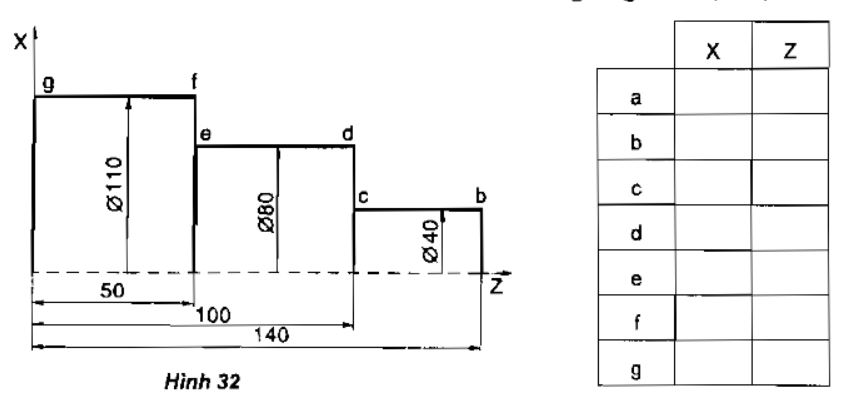
Trong bản vẽ chi tiết khi tiện có cho kích thước đường kính, nên khi lập trình cũng phải nhập kích thước đường kính.
Ghi tọa độ Đềcác của các điểm từ a tới g trên hình 20 vào bảng. Nhập giá tri đường kính tương ứng theo tọa độ X .