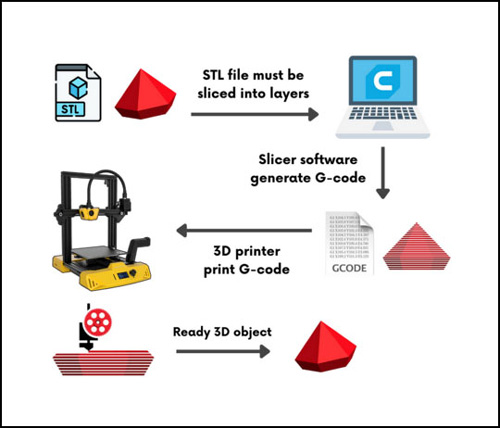
G-Code là ngôn ngữ để giao tiếp với máy in 3D, điều khiển mọi hoạt động của máy in 3D trong quá trình máy làm việc. Các phần mềm in 3D sẽ tạo ra đoạn mã code hoàn toàn tự động, sau đó được đoạn mã code này sẽ được nạp vào trong máy in 3D.
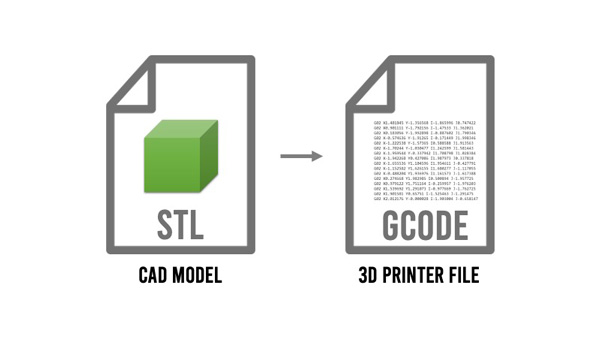
Nếu bạn chưa bao giờ xử lý nó cho đến nay, đó là bình thường. Các phần mềm in 3D như Cura 3D hay Simplify3D tạo mã G tự động và tự động từ các mô hình CAD 3D, vì vậy hầu hết người dùng không bao giờ nhìn thấy hoặc lập trình một dòng mã. Tuy nhiên, nếu bạn muốn phát triển sự hiểu biết sâu sắc hơn về in 3D, điều cần thiết là phải biết về ngôn ngữ lập trình này.
Kiến thức về các lệnh mã G sẽ cung cấp cho bạn hiểu bản chất của in 3D. Những người hiểu được G-code có thể khắc phục sự cố máy in của họ tốt hơn, kiểm soát mọi khía cạnh của quy trình in 3D, xác định và ngăn chặn lỗi in 3d trước khi xảy ra.
Nằm trong loạt bài hướng dẫn về công nghệ in 3D, Việt Machine hướng dẫn cách đọc hiểu mã lệnh G-code. khi đọc bài đăng này, bạn sẽ có thể:
- Đọc và hiểu các lệnh mã G
- Tự viết và kiểm tra trực tuyến
- Sử dụng chức năng xem trước của phần mềm phân lớp để khắc phục sự cố in phức tạp
1/ G-Code trong in 3D là gì?
Mã G-Code là viết tắt của mã hình học mã hóa. Chức năng chính của nó là điều khiển máy cách di chuyển hình học theo 3 chiều (3 trục X, Y, Z). Tuy nhiên, nó cũng có thể hướng dẫn máy móc làm những việc phi hình học, như: mã G-code có thể yêu cầu máy in 3D ép đùn vật liệu ở tốc độ đùn được chỉ định hoặc thay đổi nhiệt độ của đầu in và bàn in.
Theo thuật ngữ chính thức, nó là một ngôn ngữ lập trình điều khiển số. Đối với những người biết cách lập trình, đó là một ngôn ngữ lập trình dễ. Nó khá thô sơ và không có cấu trúc nâng cao như biến, điều kiện và vòng lặp.
Đối với những người không biết về ngôn ngữ lập trình, bạn có thể nghĩ về mã G là các dòng hướng dẫn liên tiếp. Mỗi dòng báo cho máy in thực hiện một nhiệm vụ cụ thể. Máy in 3d thực hiện từng dòng một cho đến khi nó kết thúc.
2/ Cách đọc lệnh G-code
Việt Machine sẽ giải thích 1 dòng code cụ thể để dễ hiểu nhất, đây là một ví dụ điển hình:
Dòng đặc biệt này báo cho máy in 3D di chuyển theo đường thẳng về phía tọa độ đích X = -9.2, Y = -5.42 và Z = 0.5 với tốc độ nạp là 3000.0. Nó cũng điều khiển cụm đầu in đùn vật liệu với tốc độ 0,0377.
Làm thế nào chúng ta đọc và hiểu được như vậy?
Mỗi dòng code sẽ bắt đầu bằng một lệnh. Trong trường hợp này, lệnh là G1.
Nó có nghĩa là di chuyển theo đường thẳng có kiểm soát. Bạn có thể tra cứu ý nghĩa của mỗi lệnh G-Code trong bảng mà chúng tôi đã cung cấp ở cuối bài viết. Chúng ta cũng sẽ thực hiện các lệnh G-Code quan trọng nhất trong phần sau.
Các đoạn mã xuất hiện sau lệnh được gọi là đối số:
Mỗi đối số cho máy in biết cách thực hiện lệnh. Các đối số bắt đầu bằng một chữ cái tiếng Anh và sau đó chỉ định một giá trị. Ví dụ, X-9.2 có nghĩa là tọa độ X = -9.2. F3000.0 có nghĩa là Tốc độ nạp (F) là 3000.0. E0.0377 có nghĩa là tốc độ đùn vật liệu (E) là 0,0377.
Hãy thử đọc dòng mã sau đây ngay bây giờ.
Nếu bạn giải thích nó có nghĩa là di chuyển về phía X = 5, Y = 5 và Z = 0 theo một đường thẳng với tốc độ nạp là 3000.0 trong khi ép đùn vật liệu ở tốc độ 0,02, thì bạn đã học cách đọc G- code!
Các lệnh mã G bắt đầu bằng chữ G là các lệnh hình học. Nó chuyền cho bộ điều khiển đầu máy in cách di chuyển, nhưng điều này rõ ràng là không đủ để kiểm soát tất cả các khía cạnh của máy in 3D. Nếu bạn cần nói với máy in để tắt động cơ hoặc tăng nhiệt độ đế in thì sao? Đối với các tác vụ phi hình học này, việc triển khai mã G cũng xác định một nhóm lệnh khác bắt đầu bằng chữ M. Chúng được gọi là M Code. Ví dụ, lệnh M140 đặt nhiệt độ đế in và lệnh M190 báo cho máy in chờ nhiệt độ đến đích.
Mỗi chữ cái tiếng Anh mà bạn gặp trong mã sẽ có một ý nghĩa cụ thể. Ví dụ, chúng ta đã học được rằng G có nghĩa là một lệnh hình học, M có nghĩa là một lệnh phi hình học, X có nghĩa là tọa độ X, Y có nghĩa là tọa độ Y, F có nghĩa là Tốc độ nạp, v.v. Để bạn tham khảo, đây là một bảng với ý nghĩa của mỗi chữ cái.
3/ Các lệnh mã G
Bây giờ bạn đã biết cách đọc một dòng mã G-code. Video sau đây cho thấy các lệnh mã G đang hoạt động trong phần mềm phân lớp (không phải máy in 3D). Phần mềm phân lớp sẽ phân lớp một cạnh tròn trong một tấm hình chữ nhật. Các lệnh mã G hướng dẫn về cách di chuyển để đạt được kết quả mong muốn.
Video này hướng dẫn G-code cho các máy CNC gia công cắt gọt cơ khí, hoàn toàn giống như máy in 3D, điểm khác là spindle của máy phay CNC sẽ thay bằng cụm đầu in của máy in 3D
Nếu bạn hiểu chuyển động của dao cắt, bạn cũng sẽ biết cách di chuyển đầu in
3.1/ Các lệnh mã G-Code quan trọng nhất
Trong phần trước, chúng ta đã thảo luận về lệnh G1, có nghĩa là, Di chuyển đầu đùn theo kiểu được kiểm soát theo đường thẳng. Đây chỉ là một trong nhiều lệnh G-code. Trong phần này, chúng ta sẽ thảo luận về các lệnh quan trọng khác được sử dụng thường xuyên.
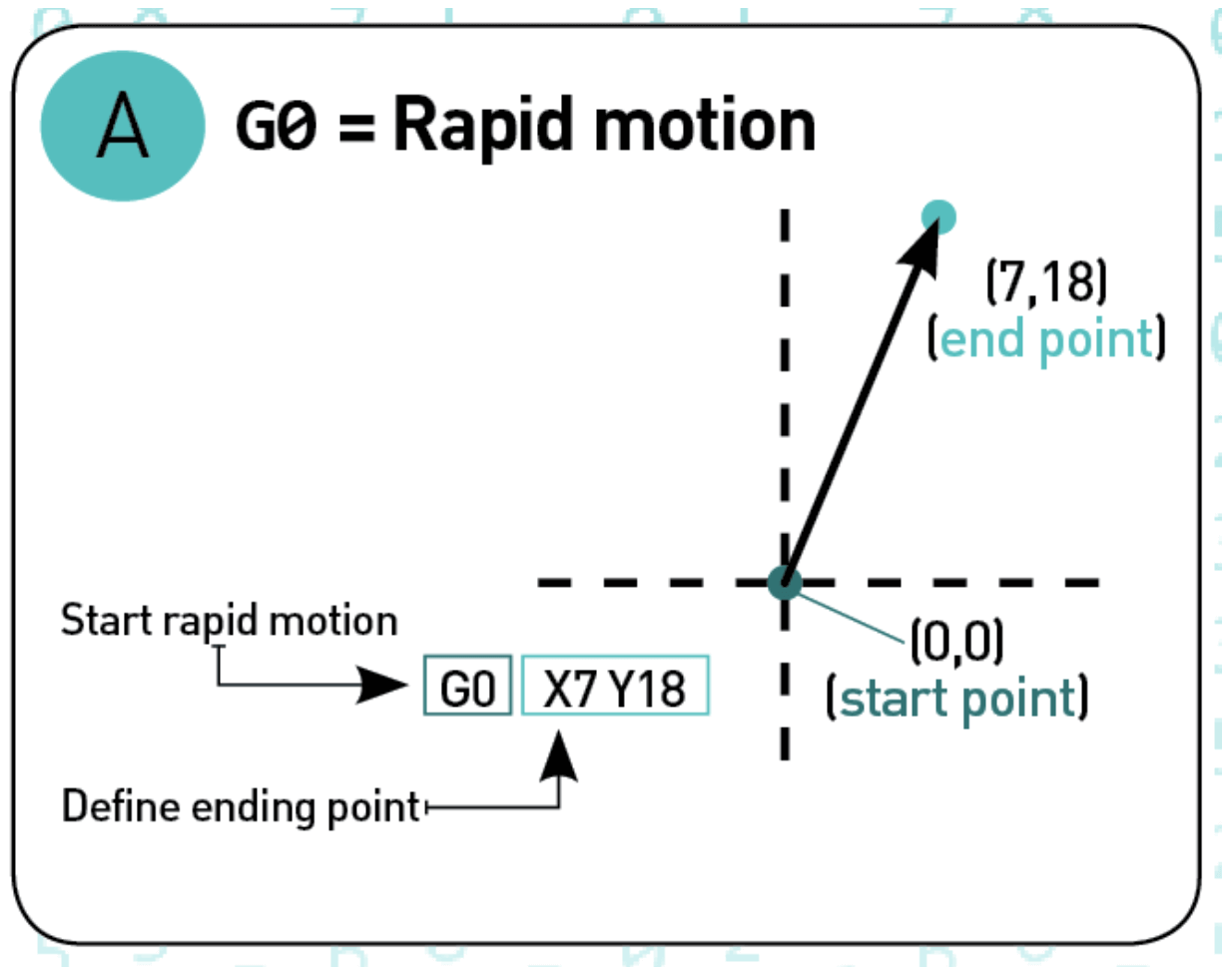
Các lệnh mã G # 1: G0 hoặc chuyển động nhanh
Lệnh G0 báo cho đầu in di chuyển với tốc độ di chuyển tối đa từ vị trí hiện tại đến tọa độ được chỉ định bởi lệnh. Đầu sẽ di chuyển theo kiểu phối hợp sao cho cả hai trục hoàn thành việc di chuyển đồng thời. Đầu đùn sẽ không đùn bất kỳ vật liệu nào trong khi thực hiện lệnh này. Lệnh mã G này thường được sử dụng để nhanh chóng đưa đầu đùn đến một số tọa độ mong muốn khi bắt đầu in hoặc trong khi in.
Ví dụ: G0 X7 Y18
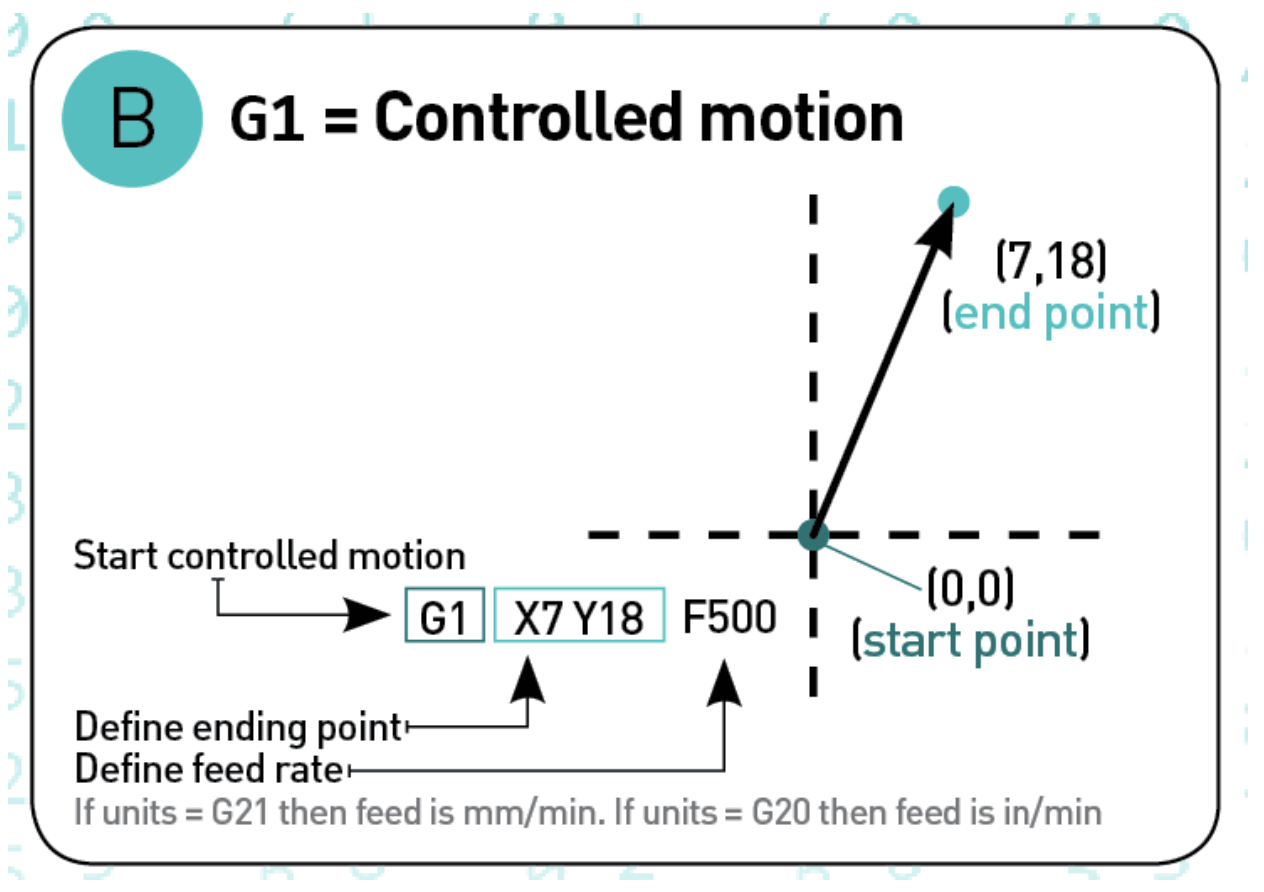
Các lệnh mã G # 2: Chuyển động có kiểm soát hoặc G1
Lệnh G1 báo cho đầu in di chuyển ở tốc độ xác định từ vị trí hiện tại sang tọa độ được chỉ định bởi lệnh G-code. Tốc độ được chỉ định bởi tham số Tốc độ nạp F. Đầu sẽ di chuyển theo kiểu phối hợp sao cho cả hai trục hoàn thành việc di chuyển đồng thời. Máy in có thể ép đùn vật liệu trong khi thực hiện lệnh mã G này với tốc độ đùn được chỉ định bởi tham số tốc độ đùn E. Hầu hết việc in 3D xảy ra trong khi thực hiện lệnh này. Nếu bạn mở tệp mã G cho quy trình in 3D thực tế, bạn sẽ thấy rất nhiều lệnh G1.
Ví dụ: G1 X7 Y18 F500 E0.02
Các lệnh mã G # 3: G17 / G18 / G19 hoặc bộ máy bay đặt
Các lệnh mã G này đặt mặt phẳng trong đó đầu đùn sẽ di chuyển. Thông thường, G17 là mặc định cho hầu hết các máy và nó biểu thị mặt phẳng XY. G18 biểu thị mặt phẳng ZX và G19 biểu thị mặt phẳng YZ.
Các lệnh mã G # 4: G20 / G21 hoặc đơn vị thiết lập
Các lệnh mã G này đặt các đơn vị. G20 biểu thị inch trong khi G21 biểu thị milimet. Điều này tạo ra một sự khác biệt lớn bởi vì
có nghĩa là chuyển động nhanh chóng đến X = 7 inch và Y = 18 inch
có nghĩa là chuyển động nhanh chóng đến X = 7 mm và Y = 18 mm.
Các lệnh mã G # 5: G28 hoặc trực tiếp
Lệnh G28 báo cho máy đi đến vị trí ban đầu của nó. Vị trí đó có thể được xác định bởi lệnh G28.1 như sau.
Các lệnh mã G # 6: G90 hoặc chế độ tuyệt đối
Chế độ tuyệt đối cho máy giải thích tọa độ là tọa độ tuyệt đối. Điều này có nghĩa là lệnh mã G
sẽ gửi đầu máy đến tọa độ X = 10.
Các lệnh mã G # 7: G91 hoặc Chế độ tương đối
Chế độ tương đối ngược với chế độ tuyệt đối. G91 bảo máy diễn giải tọa độ là tọa độ tương đối. Nếu máy hiện tại X = 10, thì các lệnh mã G sau đây
báo cho máy di chuyển 10 đơn vị theo hướng X từ vị trí hiện tại. Khi kết thúc hoạt động, đầu máy sẽ được đặt ở X = 20.
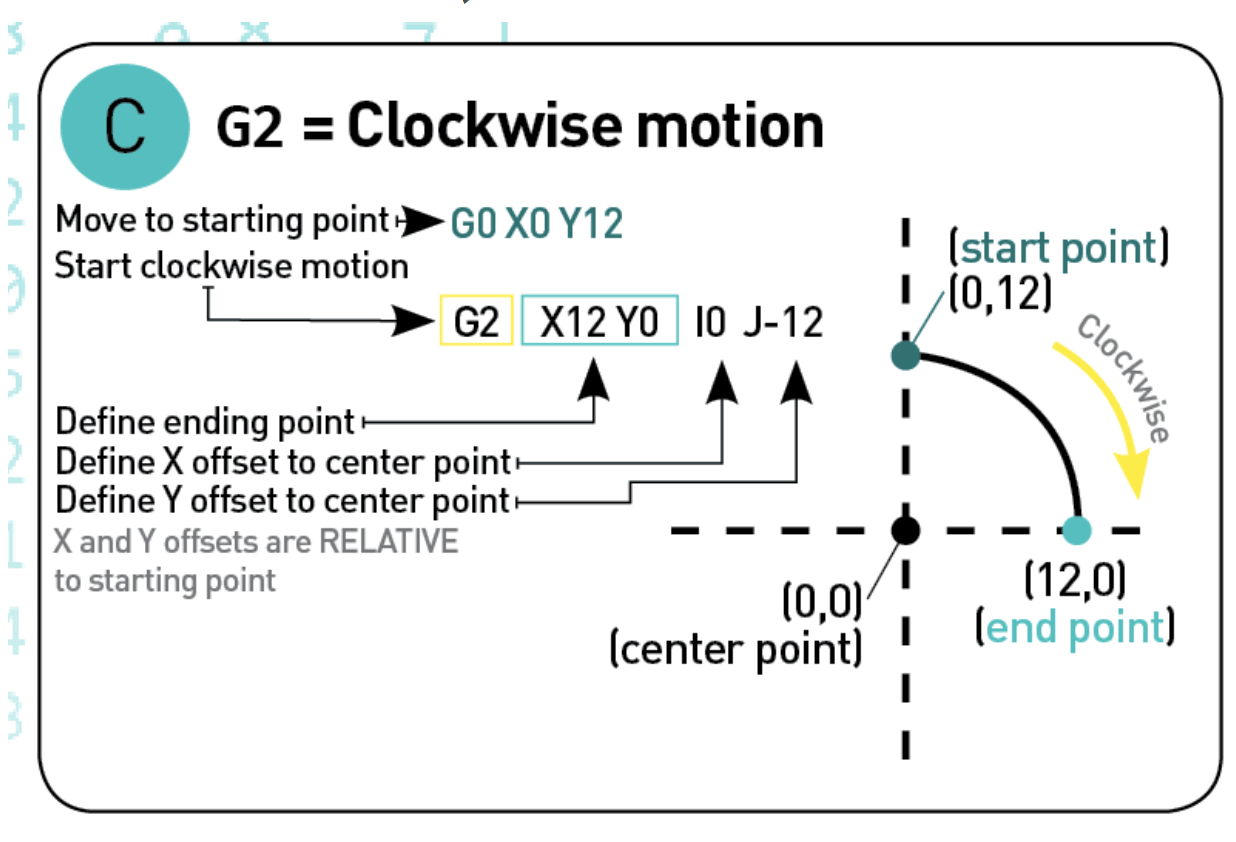
Các lệnh mã G # 8: G2 hoặc chuyển động theo chiều kim đồng hồ
G2 bảo máy di chuyển theo chiều kim đồng hồ bắt đầu từ vị trí hiện tại của nó. Điểm cuối được chỉ định bởi tọa độ X và Y. Tâm xoay được chỉ định bởi tham số I, biểu thị phần bù X của vị trí hiện tại từ tâm xoay. J biểu thị phần bù Y của vị trí hiện tại từ tâm quay.
Thí dụ:
G21 G90 G17 G0 X6 Y18 G2 X18 Y6 I0 J-12
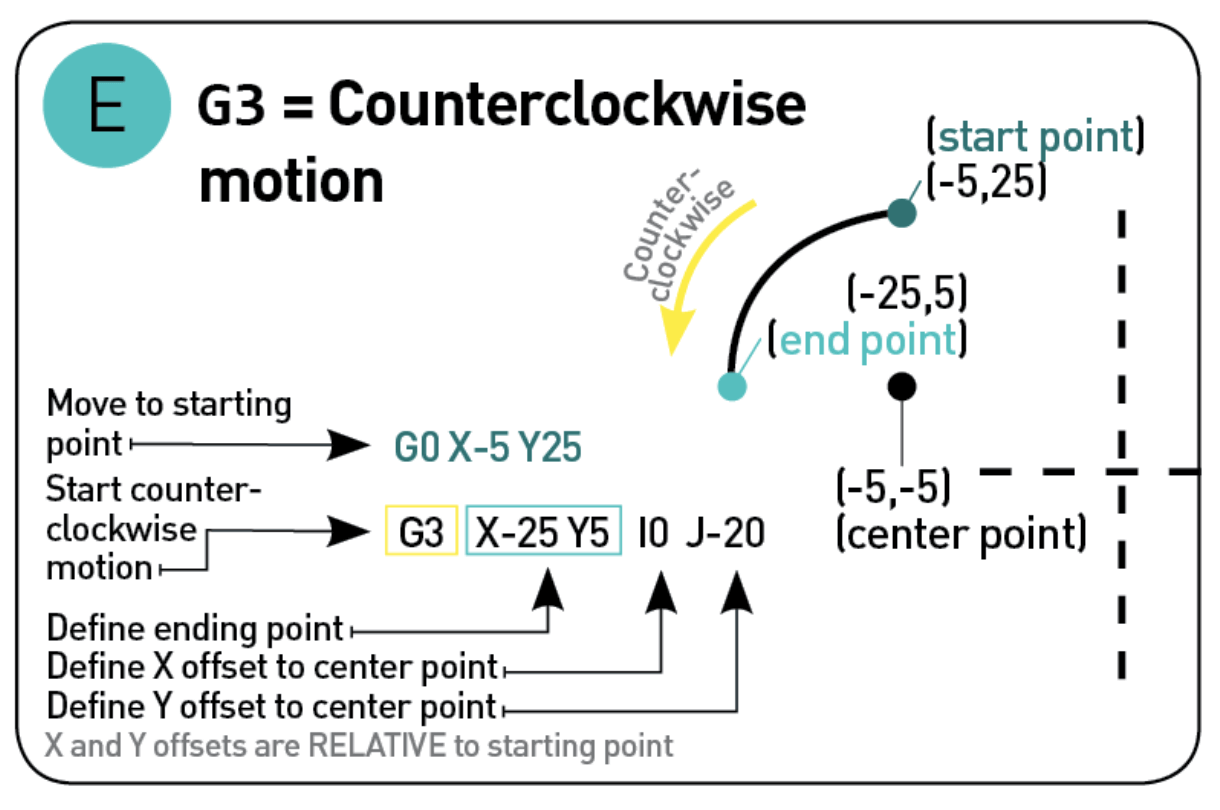
Các lệnh mã G # 9: G3 hoặc chuyển động ngược chiều kim đồng hồ
Cũng giống như lệnh G2, lệnh G3 tạo ra một chuyển động tròn nhưng theo hướng ngược chiều kim đồng hồ.
Thí dụ:
G21 G90 G17 G0 X-5 Y25 G3 X-25 Y5 I0 J-20
Lệnh G-code # 10: Chú thích mã
Nếu bạn nhìn vào bất kỳ tệp mã G trong thế giới thực nào, bạn sẽ thấy rằng ngoài các lệnh và đối số mã G, nó cũng chứa những thứ được viết bằng tiếng Anh. Đây là một ví dụ:
Văn bản tiếng Anh sẽ luôn được đặt sau dấu chấm phẩy, như bạn có thể thấy trong dòng trên.
Các lập trình viên thường cần viết ra những lời giải thích bằng tiếng Anh đơn giản để các lập trình viên khác có thể hiểu được động lực đằng sau một dòng hoặc phần mã nhất định. Trong thực tế, hãy quên các lập trình viên khác! Nếu bạn đang xem mã của chính mình sau một năm, rất có thể bạn sẽ quên tại sao bạn mã hóa mọi thứ theo một cách nhất định và sẽ khó có thể tìm ra mọi thứ một lần nữa.
Để giải quyết vấn đề này, bạn có thể bao gồm các ý kiến mã. Nhận xét được viết sau khi thêm dấu chấm phẩy. Bạn có thể viết bất cứ điều gì sau khi thêm dấu chấm phẩy, nhưng thông thường nhất nó được sử dụng để giải thích lý do đằng sau mã theo cách thân thiện với con người. Bất cứ điều gì xuất hiện sau ký tự dấu chấm phẩy trong một dòng đều bị máy in bỏ qua trong khi thực hiện các lệnh mã G và chỉ có ý nghĩa đối với mắt người.
Đây là một ví dụ khác về một dòng có một nhận xét mã.
4/ Cấu trúc của một chương trình chính thức
Hầu hết các chương trình in 3D chứa ba phần quan trọng:
- Phần đầu tiên khởi tạo máy in cho quy trình in.
- Phần thứ hai hướng dẫn máy in in mô hình.
- Phần thứ ba đặt lại máy in về cấu hình mặc định sau khi in xong
4.1/ Giai đoạn khởi tạo
Một số nhiệm vụ cần phải được thực hiện trước khi một bản in có thể bắt đầu. Ví dụ, chúng ta cần làm nóng giường in, làm nóng máy đùn, làm sạch vòi phun, đưa vòi đến vị trí bắt đầu, v.v. Những nhiệm vụ này tạo thành phần đầu tiên của bất kỳ chương trình nào.
Dưới đây là năm dòng khởi tạo lệnh G-code từ một tác vụ in 3D thực tế. Bạn nên ở trong một vị trí để đọc và hiểu chúng vào thời điểm này, với sự giúp đỡ từ bảng tham chiếu ở cuối.
Dòng đầu tiên đặt tọa độ thành định vị tuyệt đối. Dòng thứ hai nói cho máy đùn giải thích tốc độ đùn là giá trị tuyệt đối. Dòng thứ ba bật quạt, nhưng đặt tốc độ về 0, về cơ bản có nghĩa là quạt đã tắt. Dòng thứ tư đặt nhiệt độ giường đến 100 độ. Dòng thứ năm yêu cầu máy in đợi cho đến khi nhiệt độ giường đạt đến giá trị mong muốn, trong trường hợp này là 100.
Trong giai đoạn khởi tạo, máy in sẽ không đùn bất kỳ vật liệu nào trừ khi nó đang làm sạch vòi phun. Đây là một cách dễ dàng để tìm ra khi giai đoạn khởi tạo dừng lại và quá trình in thực sự bắt đầu. Trong quá trình in thực tế, máy in sẽ ép đùn vật liệu ở hầu hết các bước.
4.2/ Giai đoạn in 3D
Một máy in 3D in một lớp mô hình theo từng lớp. Các bộ cắt như Simplify3D hoặc Cura thường cắt một mô hình 3D thành nhiều lớp ngang xếp chồng lên nhau để tạo ra bản in cuối cùng.
Do đó, pha in bao gồm nhiều chuyển động trong mặt phẳng XY (in một lớp), sau đó một chuyển động theo hướng Z (di chuyển sang lớp tiếp theo) theo sau là nhiều chuyển động trong mặt phẳng X -Y (in lớp tiếp theo) .
Đây là cách các lệnh mã G trông như thế nào.
4.3/ Đặt lại máy in
Cuối cùng, khi quá trình in kết thúc, một số dòng lệnh G-code cuối cùng đưa máy in về trạng thái mặc định hợp lý. Ví dụ, vòi được đưa trở lại nguồn gốc, hệ thống sưởi được tắt (cả cho giường và máy đùn) và động cơ bị vô hiệu hóa.
4.4/ Đầu vào và đầu ra
Cho đến bây giờ, chúng ta mới chỉ nói về máy tính gửi các lệnh mã G đến máy in, vì vậy có vẻ như giao tiếp là một cách. Nhưng in 3D thực sự liên quan đến giao tiếp hai chiều giữa máy tính và máy in. Đây là cách nó hoạt động.
Khi bạn nhấn nút in trên máy tính, phần mềm in 3D sẽ bắt đầu gửi các lệnh mã G đến máy in, mỗi dòng một dòng. Máy in thực thi đường dây và phản hồi lại máy tính. Nếu phản hồi cho thấy không có lỗi, thì máy tính sẽ gửi dòng mã tiếp theo sẽ được thực thi.
Phản ứng của máy in thường theo định dạng sau:
- Ok có nghĩa là không có lỗi đã được phát hiện. Điều này nhắc máy tính gửi dòng mã tiếp theo đến máy in.
- Rc có nghĩa là gửi lại các hướng dẫn. Điều này thường được theo sau bởi số dòng để gửi lại.
- Hai dấu chấm than (!!) hàm ý lỗi phần cứng. Máy tắt ngay lập tức trong trường hợp này và lệnh in bị hủy bỏ.
Ngoài 3 phản hồi này, máy in cũng có thể báo cáo các thông số của máy in như nhiệt độ, tọa độ của vòi phun, v.v. với máy tính.
Nhiệt độ được báo cáo để đáp ứng với lệnh M105 G-Code. Định dạng của phản hồi là
Trong đó T chỉ ra nhiệt độ máy đùn và B chỉ nhiệt độ giường. Nếu máy không có cảm biến nhiệt độ, thì -273 được trả về làm giá trị.
Các tọa độ được báo cáo để đáp ứng với các lệnh mã M114 và M117. Định dạng của phản hồi là
Ở đây, C là viết tắt của tọa độ theo sau. Tiếp theo là tọa độ X, Y, Z hiện tại và các thông tin khác.
4.5/ Công cụ trực quan
Bây giờ bạn đã biết cách viết mã G, đến lượt bạn viết một số lệnh mã G và kiểm tra sự hiểu biết của bạn. Bạn có thể sử dụng một công cụ trực quan hóa, nơi bạn có thể viết một số lệnh mã G và xem đầu máy di chuyển theo hướng dẫn của bạn. Thật là nhiều niềm vui! Chúng tôi khuyên bạn nên dùng thử công cụ trực quan này để kiểm tra kỹ năng của mình.
Phần mềm cắt lát như Simplify3D hoặc Cura cũng đi kèm với trình xem mã G. Trong trình xem, bạn sẽ có thể hình dung đường dẫn của máy đùn cho các tác vụ in 3D thực tế. Hãy xem video phải xem này để trình diễn tuyệt vời trình xem mã G trong Simplify3D.
