Chủng loại và đặc điểm của thiết bị kẹp để tiên
Trong phần này sẽ giới thiệu các khả nâng kẹp chi tiết gia công vào máy tiện khác nhau. Nhìn chung cần phân biệt các phương án kẹp sau đây với nhau:
• Kẹp bằng mâm cặp
• Kẹp bằng mâm hoa
• Kẹp bằng kẹp rút
. Kẹp bằng đồ gá tiện
• Kẹp giữa mũi Chống tâm
• Kẹp bằng luynet
• Kẹp bằng mâm tốc
1. Kẹp bằng mâm cặp
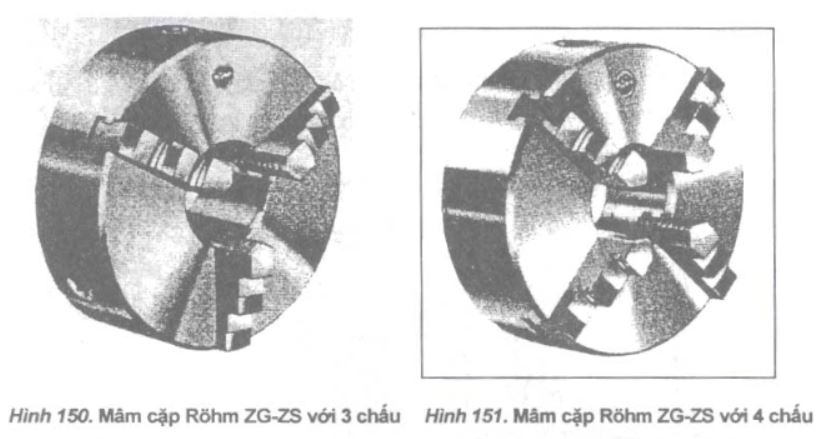
Mâm cặp được phân biệt ở số chấu kẹp là 2, 3 chấu, hình 150, hoặc 4 chấu, hình 151. Được dung nhiều nhất là mâm cặp 3 chấu tự định tâm. Nó đảm bảo gá nhanh, chắc chắn và đúng tâm các phôi tiện dạng ống tròn. Mâm cặp 4 chấu cho phép kẹp các phôi có 4, 8,12 cạnh hoặc dạng tròn.
Các chấu kẹp, phần lớn được tôi cứng và có dạng bậc. Do có thể điều chỉnh các chấu kẹp nên cho phép kẹp các phôi tiện có các đường kính khác nhau. Có thể kẹp các chi tiết gia công từ bên ngoài hoặc từ bên trong nhờ thay đổi các chấu kẹp.
2. Truyền lực kẹp bằng đĩa xoắn ốc, hình 152
Mâm cặp với đĩa xoắn ốc cho lực kẹp nhỏ. Vì bề mặt giữa đĩa xoắn ốc và chấu kẹp rất nhỏ nên chỉ có thể truyền lực thấp. Hệ thống truyền lực của đĩa xoắn ốc được mô tả ở hình 153.
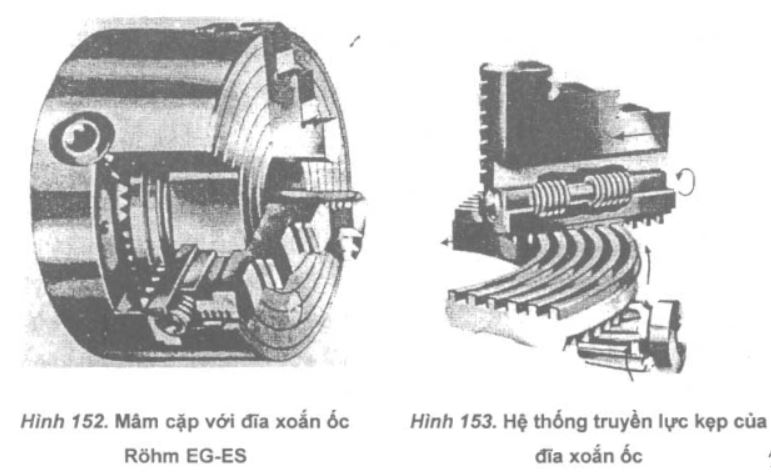
Nhược điểm nữa của mâm cặp với đĩa xoắn ốc là khi thay đổi thì chấu kẹp phải được tháo ra toàn bộ.
Nguyên tắc hoạt động của mâm tiện hình 154.
Quay bánh răng (4) làm cho đĩa xoắn ốc (5) quay. Nhờ vậy, chấu kẹp (3) chạy trên trục quay về phía tâm của trục chính và kẹp chi tiết lại.
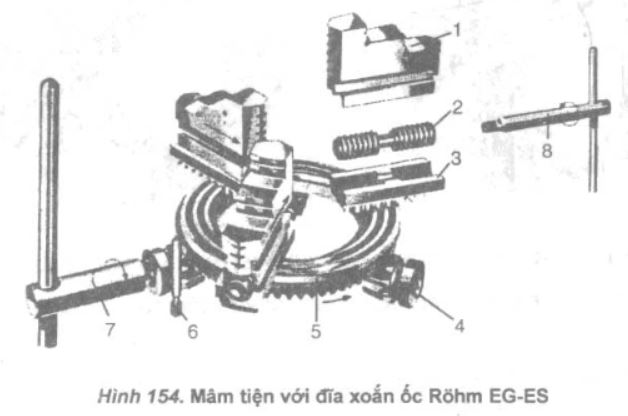
1. chấu kẹp hai chiều;
2. trục vít điều chình;
3. đế chấu kẹp;
‘ 4. bánh răng truyền lực;
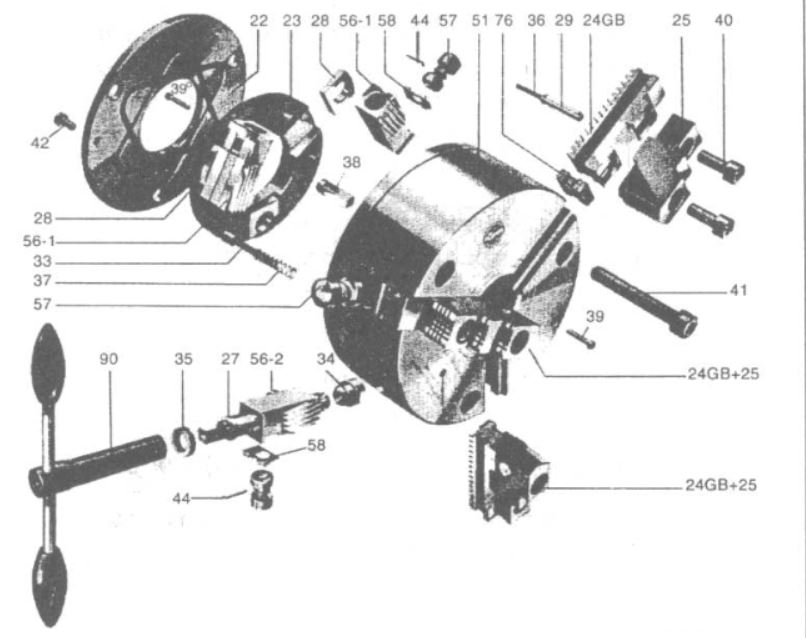
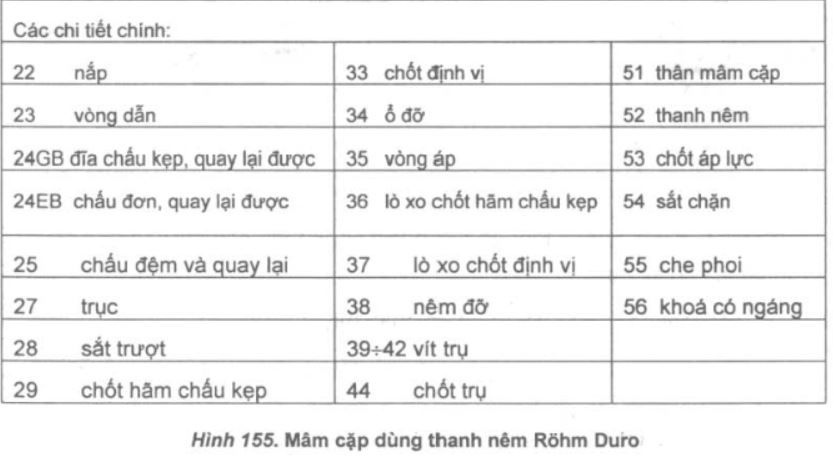
3. Truyền lực kẹp bằng thanh nêm, hình 155
Mâm cặp với thanh nêm cho phép thay đổi nhanh chấu kẹp và tạo ra lực kẹp lớn hơn là mâm cặp với đĩa xoắn ốc.
Nguyên tắc hoạt động của mâm cặp trên hình 155.
Việc kẹp của mâm cặp thanh nêm được thực hiện nhờ khoá (90) làm quay trục (27) vào thanh nêm (56). Thanh nêm (56-2) quay dịch chuyển vòng dẫn (23) qua sắt trượt (28). Hai sắt trượt (28) khác truyền lực lên thanh nêm khác (56-1). Các thanh nêm (56) với biên dạng chạy nghiêng ngoạm vào phần đế của chấu kẹp (24GB) và dẫn chúng vào hướng tâm.
4. Kẹp bằng kẹp rút, hình 156
Với kẹp rút các chi tiết hình trụ có thể được kẹp quay tròn, nhanh, chính xác. Chi tiết được kẹp từ bên ngoài bởi kẹp rút. Kẹp rút thường chỉ ứng dụng cho chi tiết gia công có cùng đường kính hoặc có kích thước tương đương vì nó có phạm vi điều chình hướng kính rất nhỏ. Nó đặc biệt được sừ dụng trong gia công loạt lớn.
Hình 156. Kẹp rút
1. chi tiết; 2. thân cặp; 3. trục; 4. ống kẹp
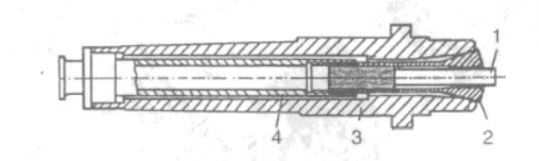
5. Kẹp giữa các mũi tâm
Kẹp giữa hai mũi chống tâm được ứng dụng cho những chi tiết dài. Chi tiết gia công phải được khoả mặt và khoan tâm ờ cả hai mặt.
Hình 157. Kẹp bằng mũi chống tâm
Kẹp bằng mũi chống tâm có thể được phân biệt, căn cứ vào đặc điểm kỹ thuật gia công sau:
• Tốc mặt đầu cùng với mũi tâm quay hay mũi tâm cố định.
• Tốc kẹp có vòng bảo vệ cùng với mũi tâm quay hay mũi tâm cố định.
Tốc mặt đầu thường được gắn trên trục chinh. Nó được sử dụng khi phải gia công toàn bộ bề mặt trụ của chi tiết. Chi tiết được kẹp giữa tốc mặt
đầu và ụ động. Nhược điềm của tốc mặt đầu là chỉ truyền được mômen quay nhỏ, hình 158.
Hình 158. Tốc mặt đầu
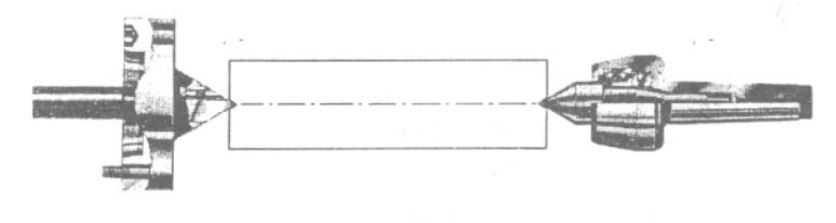
Mũi tâm quay được cài vào nòng trục ụ động đối diện với tốc mặt đầu. Vì mũi chổng tâm quay quanh tâm của nó nên cỏ thể sử dụng vận tốc cắt cao trong suốt quá trình gia công, hình 159.
Hình 159. Mũi chổng tâm xoay Rohm 601
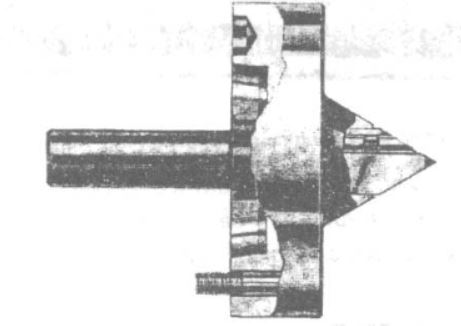
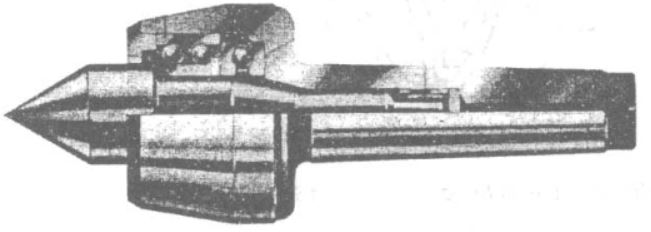
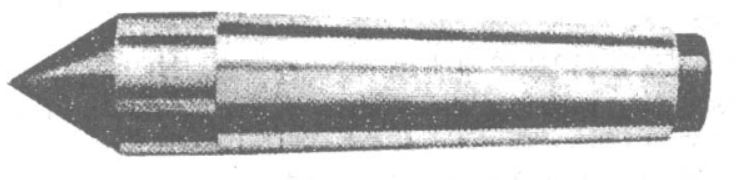
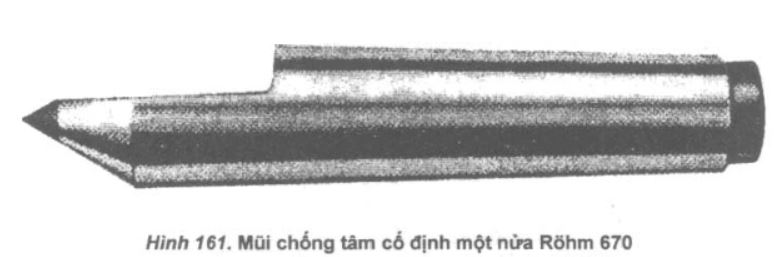
Phạm vi sử dụng của mũi chống tâm cố định, hình 160 và hình 161 rất hạn chế, vì nó chỉ cho phép cắt với tốc độ thấp. Nếu không như thế nó sẽ rất nhanh bị nóng và do đó bị mài mòn.
Hình 160. Mũi chống tâm cố định Rohm 667
Với mâm kẹp tốc an toàn, chi tiết được định tâm bằng mũi chống tâm và đồng thời được kẹp hướng tâm bằng vít kẹp. Nhờ vậy có thể truyền mômen quay lớn và đạt được công suất gia công cao hơn, hình 162.
1. đĩa kẹp;
2. tốc;
3. chi tiết
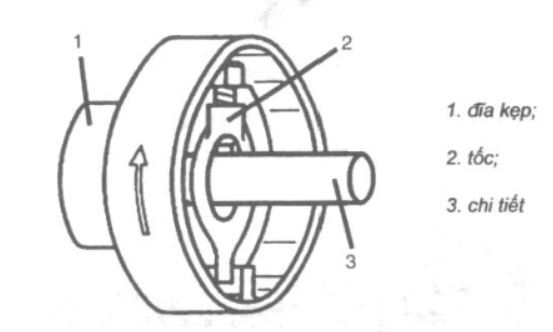
Hình 162: Mâm kẹp tốc an toàn
6. Kẹp bằng trục (gá) bung, hình 163, 164
Với trục gá bung chi tiết có lỗ được kẹp từ bên trong. Khác với mâm xoay, khi sử dụng trục gá bung, lỗ khoan có thể rất nhỏ. Nó thường được sử dụng khi chi tiết gia công đã có sẵn lỗ. Người ta phân biệt trục bung cố định và trục bung nong rộng.
Trục gá bung cố định có dạng côn rất nhẹ (1:2000) và được kẹp giữa hai mũi tâm. Nó thường được dùng khi tiện tinh vì chỉ có thể kẹp rất nông. Trước đó phải kiểm tra lại độ chính xác khi quay của mũi tâm.
Trục gá bung nong rộng được luồn vào phần có dạng côn bôn trong của trục chính. Phạm vi kẹp được xác định nhờ vị trí kẹp có rãnh của chốt, tuỳ theo độ chính xác khi quay, cũng như mức độ kẹp đồng đều lên chi tiết.
Chi tiết được kẹp do nút có dạng côn ép vào.
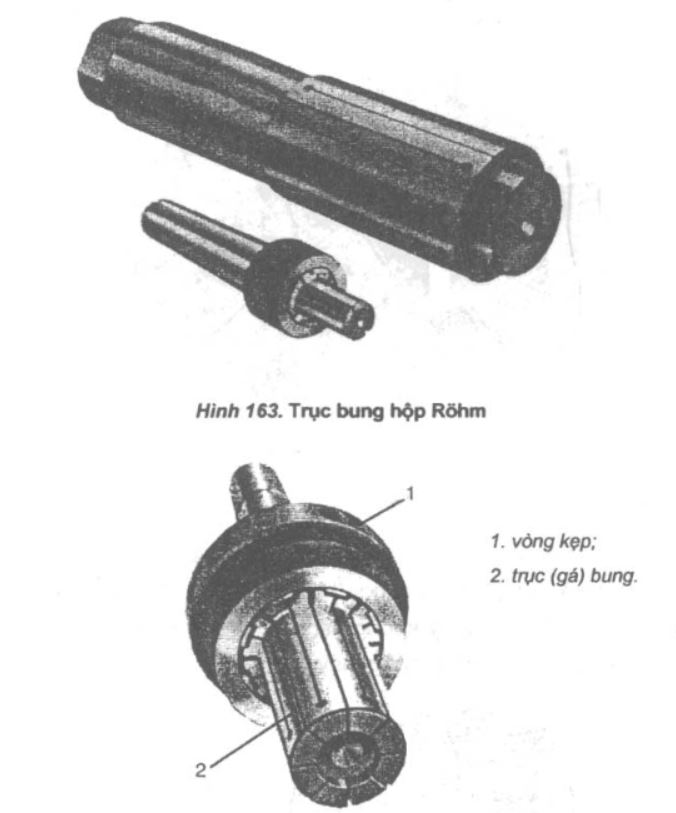
1. vòng kẹp;
2. trục (gá) bung.
Trục gá bung quay được kẹp giữa hai mũi tâm. Nó có phạm vi kẹp nhỏ. Nguyên tắc làm việc của nó như sau: nong rộng hộp có thành mỏng, không khía rãnh, từ vật liệu đàn hồi.
7. Kẹp bằng mâm hoa, hình 165
Mâm hoa có khả năng kẹp được chi tiết hình dạng không đều. Bốn hoặc nhiều pittông kẹp được làm cứng có thể được điều chỉnh độc lập.
Chúng cũng có thể quay được. Vị trí kẹp cho phép kẹp ngoài hoặc kẹp trong . Nhờ các rãnh kẹp có sẵn có thể lắp đồ gá và các đổi trọng.
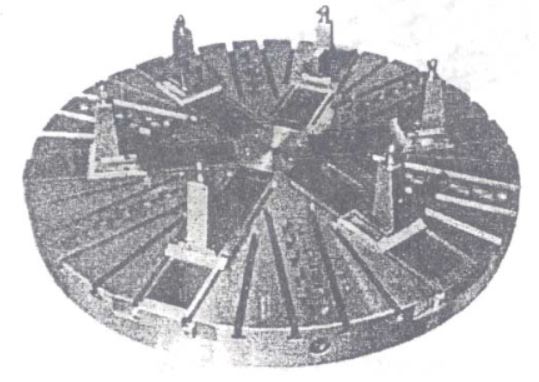
Hình 165: Kẹp bằng mâm hoa
8. Kẹp với đồ gá tiện, hình 166
Mâm lỗ với các lỗ ren là thân chính của đồ gá cho phép kẹp rất đa dạng. Tuy nhiên ờ dạng kẹp này nhất thiết phải thận trọng với đối trọng, vì nếu không trục chính sẽ quay không cân bằng, dẫn tới kết quả gia công không chính xác và thậm chí là hỏng máy.
1. chi tiết;
2. thân kẹp;
3. đòn kẹp;
4. đối trọng.
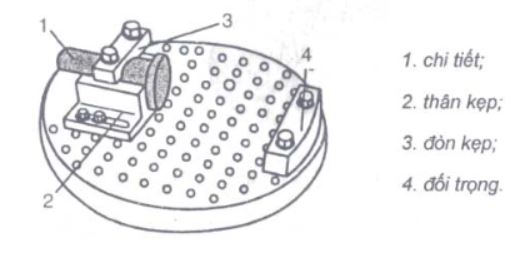
Hình 166. Đồ gá tiện
9. Kẹp bằng luynet (giá đỡ cố định), hình 167, 168
Để kẹp chi tiết dài và mảnh người ta sử dụng giá đỡ cố định (luynet), để đỡ chi tiết gia công khỏi bị uốn cong do lực cắt và trọng lực riêng của nó gây ra.
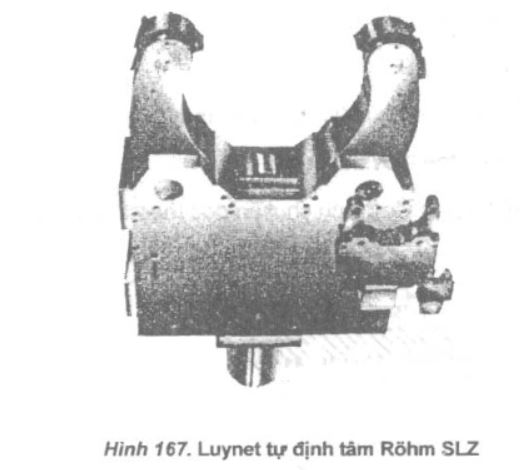
Hình 167. Luynet tự định tâm Rohm SLZ
Chi tiết được kẹp giữa hai mũi chống tâm và được đỡ thêm bằng giá đỡ cố định, hình 168.

Hình 168: Kẹp bằng luynet cố định

E hỏi ngu phát, có thể lắp mâm cặp vào máy tiện rút và ngược lại ko?
Ý e là 1 cái máy tiện có thể thay các loại đầu gá khác nhau không hay chỉ duy nhất 1 loại?